- Станок для профилирования бруса своими руками
- Станок для профилирования бруса своими руками
- Станок для профилирования бруса самостоятельно — пошаговый процесс
- Работа станка для профилирования бруса видео:
- Как сделать профилированный брус своими руками
- Как сделать профилированный брус своими руками, сэкономив деньги?
- Как сделать профилированный брус своими руками: способы
- Устройство четырехстороннего станка по дереву
- Особенности конструкции и назначение
- Подающий механизм
- Зона и узел обработки
- Система управления
- Самодельный станок (вариант для профилирования бруса)
- Как самостоятельно профилировать брус
- Как выбрать конечный профиль и необходимое оборудование
- Технология профилирования
- Делаем станок для выравнивания бруса
Станок для профилирования бруса своими руками
Станок для профилирования бруса своими руками
15 апреля, 2014. Прочитано 17104 раз(а)

Современные тенденции в строительстве позволяют получить с каждым годом более экологичный и прочный материал, к которым нельзя не отнести профилированный брус. Данное изделие имеет ряд достоинств:
- Высокая прочность;
- Отличная шумо- и теплоизоляция;
- Идеальная геометрическая форма;
- Доступность;
- Высокая производительность и быстрая окупаемость;
- Возможность устранять дефекты на неровном брусе;
- Простота монтажа.
Благодаря своим преимуществам, профилированный брус нашел широкое применение при строительстве коттеджей, вилл, дач. Для того, чтобы получить профилированный брус вам потребуется специальный станок. Безусловно, можно купить уже готовый брус, но это значительно дороже, чем приобрести лес самостоятельно выполнить профилирование. Однако, что делать, если нет возможности купить дорогостоящий станок для производства профилированного бруса, стоимость которого составляет 150-400 тыс. рублей. Ответ достаточно прост – фрезу для профилирования бруса можно собрать самостоятельно, и сейчас мы рассмотрим, как это делать.

Станок для профилирования бруса самостоятельно — пошаговый процесс
Профилированный брус требует оборудование качественной сборки. Чтобы знать, из чего должен состоять станок, давайте рассмотрим, какие функции он должен выполнять:
- Многопильную обработку бруса;
- Четырехстороннюю обработку бруса: строгать и профилировать;
- Торцовку и маркировку профилированного бруса;
- Межвенцовое соединение – выпиливается чашка.
Раньше для такой обработки использовали 4 отдельные станка, что значительно усложняло и удорожало технологию изготовления профилированного бруса. Однако сегодня с этим может справиться одно устройство.
Профилировочный станок состоит из:
- Станина;
- Ножевой барабан;
- Двигатель;
- Передвижной каркас с возможностью регулирования по высоте обработке;
- Фиксаторы и стопора.
Пошаговый процесс изготовления станка для профилирования 150х150:
- первым делом необходимо выбрать двигатель. Под наши параметры готового бруса 150Х150 можно посоветовать бензиновый силовой агрегат марки Хонда с объемом 196 см. куб. мощностью 6,5 л.с. – 3600 оборотов.

- далее при помощи металлических пластин, швеллеров и уголков выполняем каркасную конструкцию для крепления двигателя сверху станка, который при помощи шкивов будет вращать ножевой барабан. Для этого можно использовать уже готовые станки и снять размеры с них.
- профилированный станок будет перемещаться по направляющим при помощи роликов, которые будут крепиться по углам каждой стороны. Всего должно быть 4 ролика, который фиксируем внизу каркасной конструкции;
- после этого переходим к фиксации параллельно двигателю ножевого барабана, которые будут взаимодействовать при помощи шкивов. Стоит учесть, что для регулирования высоты и глубины обработки бруса (5-10 см), ножевой барабан вместе с двигателем должны перемещаться по вертикальной оси. Для этого можно использовать регулирующие упоры, которые можно зафиксировать.

- далее нам понадобиться сделать станину (упор), на котором будет располагаться брус и ходить профилировочный станок:
а) необходимо выполнить замер длины бруса, который необходимо будет обрабатывать, к примеру, возьмем 6 метров;
б) теперь переходим к изготовлению станины, где будет закрепляться брус. Необходим изготовить две направляющие из металла длинной по 7 метра. По ним будет ездить наш обрабатывающий двигатель. Ширину направляющие необходимо выбирать из учета роликов, который вы сможете найти под передвижной станок;
6. когда направляющие изготовлены их необходимо зафиксировать при помощи швеллеров между собой. Для этого можно использовать двутавр или обычные швеллера;
7. выставляем две направляющие на ширину станка и начинаем фиксировать швеллерами с шагом 50-80 см в зависимости от толщины направляющих и самих швеллеров;
8. когда все швеллеры приварены,переходим к сварке на них специальных квадратных или прямоугольных пластин на одинаковой высоте. На эти пластины и будет ложиться наш обрабатываемый брус. Пластины располагаем строго по центру швеллера, чтобы ножевой барабан во время работы располагался посередине пластин. Через каждый 1-1,5 метра снизу к швеллеру закрепляем специальные регулируемые фиксаторы, можно использовать струпцины, которые будут надежно держать обрабатываемый брус.
9. после того как станина зафиксирована, можно устанавливать на нее каркасную конструкцию с ножевым барабаном и двигателем. Для обработки бруса можно использовать фигурные, прямые, полукруглые ножи для изготовления пазов. Чтобы станок не выезжал за направляющую станину можно по краям приварить специальные упоры.
Работа станка для профилирования бруса видео:
Как сделать профилированный брус своими руками
С каждым годом ассортимент пиломатериалов только увеличивается, и виды продукции для строительства деревянного дома или коттеджа становятся все ближе к идеалу. Но что делать с простым не профилированным брусом, который постепенно вытесняют его собратья – клееный и профилированный брус. Ведь использовать недорогой вариант обрезного бруса намного дешевле. Умельцы решают такую проблему по-своему.

Как сделать профилированный брус своими руками, сэкономив деньги?
Существует несколько вариантов изготовления профилированного бруса из обычного, что позволяет сэкономить и получить более качественный материал для строительства. Все что для этого нужно – немного терпения и свободного времени, а также умение обращаться с некоторыми инструментами.

Многие задаются вопросами: «Есть ли смысл в том, чтобы сделать профилированный брус своими руками?», «Может проще купить уже готовый?». Безусловно, покупка готового материала намного проще. Однако есть много причин, по которым изготовление профилированного бруса особенно актуально:
- Профиль должен быть такой геометрической формы, чтобы он не продувался. Причем Вы делаете это только для себя, а значит, профиль будет сделан качественно.
- Делая профилированный брус самостоятельно, Вы сэкономите 3-5 тыс. рублей с каждого куба материала. Безусловно, времени будет потрачено гораздо больше.
- Стены из этого материала не нуждаются в дополнительной отделке, поскольку утеплитель будет незаметным.
- Венцы можно сделать более точно, и соединительные будут максимально плотно прилегать друг к другу.

Какой профиль лучше делать?
При выборе профиля лучше рассчитать свои умения и силы. Сделать профиль на бруске своими силами – только кажется несложным делом. Требуется много усидчивости и времени, чтобы осуществить такую задачу более качественно. Выбирая профиль, стоит остановиться на самых простых конструкциях. Для их реализации не придется использовать много видов инструмента и не придется делать много расчетов.
Внимательно ознакомьтесь с ГОСТ 9330 -76 «Основные соединения деталей из древесины и древесных материалов», он позволит Вам рассчитать все правильно. Как правило, изготавливают два вида профиля: профилирование через треугольник или профилирование через прямоугольник.
Важно понимать, что перед тем как сделать профиль, необходимо посчитать его высоту, глубину и ширину. Причем для каждого сечения бруса она своя и помогает ГОСТ. Как бы там ни было, при постройке дома из этого бруса между ним укладывают утеплитель (не меньше 5 см толщиной).
Как сделать профилированный брус своими руками: способы
- Использование фрезы.
Пожалуй, это самый простой способ. Фрезер должен быть мощным, хотя бы от 1,5 киловатт и иметь специальную насадку. В том случае если профиль будет простым, то радиус используемой фрезы будет 4-5 см. Если сложный, то производится несколькими видами фрез. При желании этим инструментом можно сделать даже D-образную сторону у бруса. Но здесь еще понадобится электрорубанок и шлефмашинка.
Но у этого варианта существуют и недостатки:
- фрезеровальная машинка стоит довольно дорого (5-10 тыс. рублей);
- не всегда можно купить нужную насадку, ее может не существовать для той фрезерной машинки, которая есть у Вас в наличии.

Хорошо подходит для выпиливания прямого паза.
- Использование циркулярной пилы.
Хороший способ сделать соединение своими силами – воспользоваться подручными инструментами. К примеру, с помощью ручной циркулярной пилы. Такой инструмент обойдется Вам в 3-5 тыс. рублей (цена зависит от производителя). Главное, чтобы ней можно было распиливать под необходимым углом и делать пропил в 65 мм.

Преимущества такого способа:
- возможность контроля точности пропила в глубину;
- легкое выполнение гладкого и прямолинейного паза;
Недостатки:
- зачистить паз с помощью этого инструмента не получится;
- может быть недостаточная глубина реза;
- каждый раз требуется перенастройка глубины реза;
- небольшая скорость при работе.
Лучше всего прибегать к нему для выпиливания треугольного паза.

В обоих вариантах это кропотливая и долгая работа, требующая предварительных измерений и точности.
Безусловно, можно успешно сочетать эти инструменты между собой. К примеру, если необходимо сделать четверть с округлением, сперва вырезать пилой, а потом округлить фрезером. Не спешите выбрасывать отходы от выпиливания, поскольку они пригодятся для соединения бруса.
- Угловое соединение бруса.
- соединение в теплый угол;
- двухстороннее или одностороннее простое соединение.
Все соединения выполняются согласно с ГОСТ 30974 – 2002. Что касается выбора нарезки чаш, то здесь нужно отталкиваться от собственных знаний и умений.

Инструменты, которые Вам потребуются: фрезерная машинка или бензопила со специальным приспособлением, шаблоны для разметки, карандаш, топор, рулетка и перфоратор. Перфоратор используется для высверливания отверстий под нагеля.
Двустороннее или одностороннее соединение
При двустороннем соединении чашу вырезают с двух сторон, при одностороннем – чаша вырезается с одной стороны.

На конце бруса необходимо отмерить расстояние в ширину, равное ширине бруса, и в глубину – половине сечения. Сделать такое соединение не составит особого труда. Далее брусья укладывают друг на друга. Такое соединение нередко называют «холодным». Эта конструкция требует прокладку утеплителя не меньше 5 см.
Соединение в «теплый угол»
Сразу стоит сказать, что его сделать непросто. Для этого требуется точность и специальные навыки. Но теплый угол способен лучше держать тепло и позволяет сделать углы ровнее.

Есть несколько видов соединения в «теплый угол», которое можно сделать своими руками: соединение с коренным шипом, соединение шпоночное.
Сделайте шаблоны, согласно с которыми будет проходить разметка бруса. К примеру, Вы можете сделать его из деревянных реек. Дальше нужно приложить шаблон и выполнить 3 напила бензопилой на необходимую глубину. Дальше топором скалываются излишки по надпилу. Защищают готовый паз. Важно, чтобы пропилы имели большой размер, а именно – были в половину сечения исходного материала. Таким образом, это компенсирует их во время усадки дома.
Пакля плотно укладываются между стыками. Проконопатить «теплый угол» после укладки будет намного сложнее. С помощью металлических или деревянных нагелей соедините венцы. Из остатков изготавливаются деревянные нагели. При сушке бруса железные нагели будут видны, что испортит эстетический вид.

Деревянные нагели делают диаметром в 20-30 мм, заостряя их с одной стороны. Если сделать их раньше, то они подсохнут к моменту стройки. Также можно изготовить квадратные нагели, которые сделать будет еще проще. Причем диагональ у него должна быть больше диаметра используемого сверла на 4-6 мм. Длина нагеля должна быть равна 1,5 толщине бруса. При сверлении отверстий нужно учитывать этот размер, но добавляя еще 2 см.

Не следует сверлить их вблизи угловых соединений, поскольку при заколачивании нагелей могут образоваться сколы. Располагать такие отверстия необходимо с шагом в 1,5 м и на расстояние 250 мм от торца.
Такой теплый угол сделать самому будет сложно, особенно с первого раза. Здесь требуются навыки и умение работы с брусом. Однако если у Вас осталось время, то можно потренироваться на толстой доске или старом материале.
Устройство четырехстороннего станка по дереву
Современные строительные технологии предполагают применение высококачественных древесных пиломатериалов, к которым с полным основанием может быть отнесён и профилированный брус. Это изделие отличается целым рядом достоинств (прочность, простота монтажа и прекрасные теплоизоляционные характеристики), что гарантирует высокое качество сооружаемых на его основе строений.
Однако для самостоятельного изготовления бруса (при невозможности его приобретения в готовом виде) потребуется специальное оборудование, а именно – четырехсторонний станок по дереву.
![]()
- Особенности конструкции и назначение
- Подающий механизм
- Зона и узел обработки
- Система управления
- Самодельный станок (вариант для профилирования бруса)
Особенности конструкции и назначение
Прежде чем приступить к изготовлению четырехстороннего станка в домашних условиях, потребуется ознакомиться с особенностями конструкции типового строгального агрегата.
![]()
Классическая конструкция 4-стороннего деревообрабатывающего станка может быть представлена в виде комбинации следующих основных частей:
- механизм приёма и подачи заготовок;
- наборная секция, состоящая из шпинделя с режущим инструментом (фреза или ножевая пила);
- двигатель (бензиновый или электрический) с приводом;
- органы установки параметров резки, регулировки, подачи и управления всем процессом.
![]()
Известны четырехсторонние модели, в которых предусмотрено несколько шпинделей с режущим инструментом, расположенных в один ряд.
По особенностям своего применения все известные конструкции станков для профилирования доски и изготовления бруса делятся на две большие группы, в пределах каждой из которых возможно много промежуточных вариантов.
![]()
Во-первых, это переносной (мобильный) станок для профилирования бруса, который может быть собран своими руками и широко применяется в домашних условиях или в небольших по объёмам выпуска мастерских. Основным его достоинством является мобильность (возможность перемещения к месту производства работ), а также хорошая адаптация к любым условиям обработки. К недостаткам такого 4-стороннего агрегата следует отнести невозможность расширения ассортимента изделий и малую автоматизацию.
![]()
Во-вторых, это универсальный деревообрабатывающий станок в стационарном исполнении, обеспечивающий получение значительных объемов пиломатериала. Стационарные станки обычно оснащаются системами ЧПУ и целым набором сменных режущих инструментов.
Четырехсторонний стационарный станок предназначен для выполнения целого ряда деревообрабатывающих операций, включая фрезерование (этим он похож на фрезерный инструмент), строгание и фугование, а также рейсмусование и профилирование. С их помощью удаётся обрабатывать самые различные виды древесного сырья и получать готовые изделия всевозможных наименований и размеров (брус, ламели, рейку и вагонку).
Подающий механизм
Подающее устройство современного четырехстороннего станка с функцией строгания может быть представлено следующим образом.
![]()
Подача древесной заготовки (будущего бруса) осуществляется посредством четырёх приводных вальцов, а за её правильную ориентацию по направлению движения ответственен комплект из верхних и боковых прижимов. Расположенные сверху вальцы выполняют свою функцию за счет собственного веса или под воздействием пружинных усилителей.
Обратите внимание! Регулировка размера снимаемой стружки и профилирование заготовок осуществляется путём смещения передней части стола по вертикали.
![]()
Древесный пиломатериал подаётся в устройство в непрерывном режиме, при котором зазор между следующими одна за другой заготовками полностью отсутствует.
Последнее объясняется тем, что даже незначительный разрыв в подаче потребует новой заправки в вальцы, что существенно снижает производительность оборудования и увеличивает трудозатраты.
![]()
Повысить производительность всего четырехстороннего станка по дереву в целом удаётся путём частичной автоматизации приёмного узла, осуществляемой за счёт совмещения функций позиционирования доски и её подачи. Она обычно настраивается на скорости порядка 8-22 метра в минуту, однако в некоторых современных образцах оборудования этот параметр увеличен почти в пять раз.
![]()
Число оборотов режущего инструмента в минуту в среднем составляет 5-6 тысяч единиц (в последних моделях новейшей конструкции оно доведено до 9 тысяч).
Зона и узел обработки
Типовой обрабатывающий узел четырехстороннего станка по дереву содержит в своём составе верхний и нижний горизонтально закреплённые валы и пару шпинделей, установленных вертикально. На каждом из них имеется режущая головка, оснащённая прямым или фасонным ножом. Размер обрабатываемого изделия выставляется путём горизонтального перемещения шпинделя (изменением положения режущей кромки). При обрезке досок их толщина задаётся вертикальным перемещением верхнего вала.
![]()
В комплект узла обработки может быть включен дополнительный (пятый) режущий или строгальный вал, обеспечивающий обустройство профиля по нижней кромке заготовки. Для исключения эффекта волны, образующейся на поверхности дерева от циркулирующих головок, в этой зоне предусматриваются специальные ножи. Они обеспечивают имитацию заглаживания. Ножи выполняются в виде блока зафиксированных на основании стола лезвий, крепящихся под углом наклона 45 градусов к плоскости подачи и срезающих порядка 0,02-0,2 миллиметра древесины с обрабатываемой поверхности. Благодаря такому устройству узла остающиеся от работы фуганка гребни волн полностью срезаются.
Система управления
Управление работой четырехстороннего стационарного оборудования по дереву, как правило, осуществляется с выносного пульта, однако для самодельного устройства такая система не подходит.
Обратите внимание! В случае самостоятельного изготовления станка главное – это предусмотреть механизмы выставления размера заготовок и скорости их подачи в зону резки.
![]()
Помимо этого, необходимо обеспечить возможность задать положение комплекта из шпинделей относительно детали, а также варьирования типа и диаметра режущего инструмента. Не следует упускать из внимания обязательное наличие на станке по дереву функциональных элементов, ответственных за его выключение и включение.
Самодельный станок (вариант для профилирования бруса)
Профилировочный четырёхсторонний станок должен включать в свой состав такие обязательные элементы, как основание (станина), барабан с набором ножей и электрический или бензиновый двигатель. Помимо этого, в нём должны быть предусмотрены передвижной каркас, располагающий возможностью регулировки размера заготовки по высоте обработки, а также специальные фиксирующие и стопорные элементы.
![]()
При изготовлении устройства для профилирования заготовок с размерами 150 х 150 необходимо подобрать достаточно мощный двигатель с подходящими характеристиками. Для заявленных целей вполне подойдёт бензиновый агрегат марки «Хонда» мощностью 6,5 лошадиных сил, развивающий до 3600 оборотов в минуту.
После выбора двигателя следует подготовить набор металлических пластин, уголков и швеллеров и сварить из них по ранее составленному эскизу каркасную конструкцию, на которой выбранный агрегат должен быть надёжно закреплён.
![]()
От вала двигателя вращающийся момент передаётся на ножевой барабан посредством системы шкивов. Все эти детали можно снять со старых неработающих станков или заказать в мастерской, предварительно подготовив их чертежи.
Подвижный каркас должен перемещаться по специально подготовленным направляющим с встроенными в них роликами (они крепятся по углам конструкции). Всего необходимо предусмотреть четыре ролика, фиксируемых с нижней её части.
![]()
Подача обрабатываемых заготовок осуществляется в самодельном устройстве вручную (за счёт мускульной силы оператора). Для изменения высоты и глубины обработки в пределах 5-10 см двигатель с ножевым барабаном должен свободно перемещаться по вертикали до ограничительных упоров.
Надо отметить, что перед изготовлением деревообрабатывающего станка с четырёхсторонней обработкой необходимо тщательно изучить теоретический материал и варианты практического исполнения. Лишь при этом условии можно будет изготовить надёжную рабочую конструкцию, гарантирующую решение поставленной перед пользователем задачи.
Как самостоятельно профилировать брус
Профилированный брус по стоимости гораздо дороже непрофилированного. Можно ли сэкономить, выполнив недостающие операции самостоятельно?
 Станок для профилирования бруса
Станок для профилирования бруса
В чем преимущества профилирования бруса своими руками:
- Финансовая экономия, причем довольно существенная.
- Профиль можно выполнить под конкретные потребности (в частности, либо уменьшить, либо сделать невозможной продуваемость дома).
- Отпадает необходимость в отделке фасада.
Как выбрать конечный профиль и необходимое оборудование
Прежде всего отметим, что профилировать брус своими руками потребует от исполнителя значительных затрат времени. Поэтому стоит выбрать наименее трудоемкий в изготовлении профиль, «подгоняя» под него уже каркас будущего дома. Рекомендуется производить профилирование либо «в брусок», либо «треугольник», как на фото.
 Профилирование своими руками
Профилирование своими руками
Для выполнения любого из вариантов необходимо наличие специального оборудования. В частности, потребуется передвижной деревообрабатывающий фрезерный станок с соответствующим набором фрез и мощностью не менее 1,5-2 кВт. Для повышения точности уже выполненного профиля не обойтись без шлифовальной машины. Минус такого варианта заключается в дороговизне оборудования, которое придется, скорее всего, приобретать в аренду. Зато можно профилировать брус практически с любым его поперечным сечением.
При необходимости выполнения прямого паза по всей длине часто пользуются циркулярной пилой, которая дешевле и более распространена в домашнем хозяйстве. Профилировать прямой паз с помощью циркулярной пилы несколько легче, поскольку глубину паза (чаще выполняется паз «в треугольник») всегда можно контролировать. Правда, время для того, чтобы профилировать брус, несколько увеличится, а зачистить готовый паз окажется невозможным. Кроме того, следует уточнить характеристики самой пилы – она должна допускать возможность прорезки паза глубиной от 65 мм.
В идеальном варианте у домашнего мастера должны быть и фрезер, и циркулярка.

Технология профилирования
Приобретая непрофилированный брус, необходимо поинтересоваться, прошел ли полуфабрикат предварительную противогрибковую пропитку. Если нет, то после окончательной готовности материал необходимо обработать антисептическим составом. Опасно также наличие трещин: если они выявлены, то перед профилированием их надо замазать специальными мастиками.
Кроме того, весьма важно, какая степень опиливания сторон в предлагаемом исходном материале:
- в так называемом двухкантном брусе обработанными являются только две противоположные грани;
- трехкантный имеет три обработанных поверхности;
- четырехкантный отличается всеми предварительно опиленными гранями.
При самостоятельном профилировании наиболее трудоемкой будет обработка двухкантного бруса, в то время как следующие две разновидности практической разницы во времени профилирования не имеют. Более того, иногда для внешней привлекательности дома, и при отсутствии необходимости в последующей внешней отделке останавливаются именно на трехкантном, более дешевом брусе.

Профилировать брус своими руками значительно удобнее по мере необходимости в готовом материале, что видно по видео. Некоторые размерные искажения можно оперативно исправить при профилировании бруса следующего ряда. Это исключает всякие проблемы с нестыковкой.
Требуемый объем работ можно подсчитать, зная размеры каркаса будущего дома (см. таблицу):
| Размеры сечения, мм | Площадь сечения исходного, м 2 | Целое количество брусьев на м 3 объема дома | |
| ширина | высота | ||
| 100 | 150 | 0,09 | 12 |
| 100 | 200 | 0,12 | 9 |
| 150 | 150 | 0,135 | 8 |
| 150 | 200 | 0,18 | 6 |
| 200 | 200 | 0,24 | 5 |

Стандартная длина непрофилированного бруса составляет 12 м, именно в таком случае количество отходов будет минимальным.
Рассчитывая размеры выпиливаемого паза, необходимо помнить о том, что его высота и ширина не должны превышать 30-35% от соответствующих размеров поперечного сечения исходного материала. Профилировать следует только брус с нормальными показателями влажности – не выше 8%, в противном случае усложняется сама обработка древесины, а размеры готового изделия могут оказаться несоответствующими требуемым.
Делаем станок для выравнивания бруса

Очевидно, что брус требуется прострогать по всей его длине, последовательно с разных сторон, при этом инструмент – в моем случае, это электрорубанок «Интерскол» мощностью 1,5 кВт – должен перемещаться независимо от обрабатываемого материала, скользя по своей собственной идеальной опорной плоскости. В противном случае, положив подошву рубанка на брус, мы лишь уменьшим площадь его сечения, но все дефекты формы останутся.
Начал с изготовления станины или той самой «идеальной поверхности». Взяв два ровных стальных уголка 50×50 мм длиной по 6 метров, что соответствует стандартной длине строительного бруса, я соединил их перемычками из уголка 32×32 мм длиной по 270 мм. Шестиметровые уголки ориентированы полками вверх, а перемычки, расположенные с шагом 550 мм, приварены к горизонтальным полкам снизу. Перемычек, как несложно подсчитать, потребуется 12 штук.
Также из большого уголка были изготовлены ножки в количестве шести штук, длиной по 750 мм (это привычная нам высота обычного стола). Ножки приварил по краям продольных уголков станины и посередине к их вертикальным полкам, но так, чтобы торцы опоры были ниже верхнего края полки на 10 мм. Перевернув получившийся стол ножками вниз, поставил его на землю.
Затем выкопал под ножками три ямки глубиной 200 мм, размером примерно 200×300 мм. По центру углублений забил по уголку 32×32 мм длиной 400 мм. И залил в ямки бетон, следя, чтобы уголки возвышались над получившимся фундаментом на 70 мм. Конечно, все они должны располагаться не только на одной линии, но и на одном уровне, чтобы поверхность стола была горизонтальной. Установив его на бетонные подушки, снизу к ножкам приварил поперечины, так, чтобы они соприкасались с уголками, выступающими из фундамента. Теперь их можно прихватить сваркой между собой, жестко зафиксировав стол на фундаменте, я же закрепил его тремя болтами М8, просверлив отверстия под них по месту, обеспечив возможность быстрого демонтажа станка. А чтобы придать конструкции дополнительную жесткость, между ножками и горизонтальными уголками вварил раскосы.
Теперь перейдем к изготовлению тележки для электрорубанка. В ее основе лежит прямоугольная рамка, сваренная из уголка 32×32 мм. В длинных продольных элементах делаются отверстия диаметром 16 мм под оси опорных рычагов. Положения этих осей понятны из приводимого эскиза. С одной стороны тележки рычаги короткие, поскольку они предназначены только для закрепления роликов, катающихся по рельсам станины. С противоположной стороны – рычаги длиннее, и они двуплечие. При этом нижнее плечо также служит опорой для оси ролика, а верхнее – для установки регулировочного винта, которым выставляется необходимая высота подошвы рубанка относительно поверхности бруса, закрепленного на столе.
На фото можно заметить, что длинные рычаги у меня составные, сваренные из двух пластин, но их можно и сразу изготовить требуемой длины. Но в любом случае они должны быть прочными, поэтому я использовал стальные полосы толщиной 7 мм. К нижним концам рычагов привариваются оси роликов. Оси рычагов вставляются в отверстия на рамке, после чего на них вешаются рычаги и обвариваются. Разумеется, что предварительно нужно взаимно расположить рычаги так, чтобы оси роликов слева и справа находились на одной геометрической оси.
Рубанок устанавливается на тележку на двух направляющих, представляющих собой отрезки нержавеющих 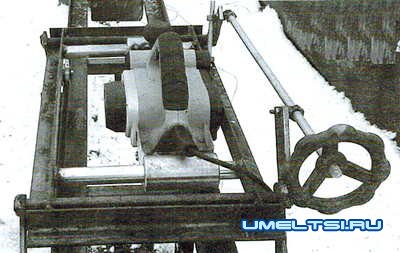 труб диаметром 25 мм. Они ввариваются в рамку параллельно осям рычагов. Здесь главное – соблюсти взаимную параллельность направляющих. В свою очередь, по этим трубам скользят цилиндрические бобышки, к которым уже и крепится рубанок. Все это нужно для того, чтобы можно было обрабатывать брус по всей ширине, имея возможность смещать рубанок влево или вправо, так как захват бытового электрорубанка составляет всего 100 мм, в то время как строительный брус имеет сечение 150×150 мм или даже больше. К слову, вся описываемая оснастка (стол и тележка под рубанок) делалась мною под сечения имеющегося у меня материала, поэтому приводимые размеры не стоит воспринимать как догму – это лишь один из примеров возможного решения. А расположение направляющих под рубанок диктуется размерами и конструкцией используемого инструмента.
труб диаметром 25 мм. Они ввариваются в рамку параллельно осям рычагов. Здесь главное – соблюсти взаимную параллельность направляющих. В свою очередь, по этим трубам скользят цилиндрические бобышки, к которым уже и крепится рубанок. Все это нужно для того, чтобы можно было обрабатывать брус по всей ширине, имея возможность смещать рубанок влево или вправо, так как захват бытового электрорубанка составляет всего 100 мм, в то время как строительный брус имеет сечение 150×150 мм или даже больше. К слову, вся описываемая оснастка (стол и тележка под рубанок) делалась мною под сечения имеющегося у меня материала, поэтому приводимые размеры не стоит воспринимать как догму – это лишь один из примеров возможного решения. А расположение направляющих под рубанок диктуется размерами и конструкцией используемого инструмента.
К бобышкам рубанок крепится П-образными скобами, согнутыми по месту из 2-миллиметровой стали. Переднюю скобу я закрепил на два штатных винта, а для задней пришлось просверлить в подошве рубанка (с боков) по два отверстия под винты М5. Установив скобы, временно зафиксировал инструмент на бобышках, после чего приварил последние к скобам.
На требуемой высоте относительно стола рамка с рубанком удерживается продольным регулировочным винтом, определяющим взаимное положение передних и задних рычагов. На верхних концах длинных рычагов подвижно установлено по гайке М12. К одной из граней каждой гайки перпендикулярно приварено по болту М6х25 (головка к грани). Вставив эти болты в отверстия на рычагах и накрутив на них гайки (лучше по паре), получаем гайку-шарнир М12. Остается вкрутить регулировочный винт (я использовал резьбовую шпильку М12) в гайку заднего рычага, прогнать его почти на всю длину и зафиксировать его конец в гайке переднего рычага. Поскольку резьба на конце регулировочного винта сточена, он проворачивается в этой гайке свободно. А два шплинта, вставленные в просверленные по диаметру отверстия 3 мм, не дают винту выскочить из шарнира переднего рычага. Понятно, что как таковая резьбовая гайка спереди не нужна, можно использовать и подходящую по диаметру втулку, но гайку найти в хозяйстве мне было проще, поэтому так и сделал.
Итак, конструкция почти готова, но необходим еще один важный элемент, фиксирующий рычаги относительно рамки, иначе при движении тележки она может «сложиться», как параллелограмм. Таким элементом служит упорный винт, также изготовленный из шпильки М12 и установленный враспор между передним длинным рычагом и рамкой. Чтобы он работал именно враспор, одна гайка (нижняя), приваренная к рамке, имеет левую резьбу. Вторая гайка приварена к верхней части рычага. Затягивая этот винт, мы жестко связываем рамку и передние рычаги. Вращая же его, имеем возможность регулировать высоту рамки в пределах ±25 мм.
Выравнивание бруса происходит следующим образом. Тележка с рубанком устанавливается роликами с кольцевой проточкой по центру на вертикальные полки уголков станины, играющие роль рельсов. Между ними укладывается брус, который зажимается винтами, вкручиваемыми справа и слева. Задаем требуемую высоту подошвы инструмента и, толкая тележку вперед, простругиваем брус. Возможно, для этого потребуется несколько проходов. Последовательно смещая рубанок в поперечном направлении, добиваемся выравнивания грани бруса по всей его ширине.

