- Распиловка древесины на ленточной пилораме
- Методики раскроя бревна на ленточной пилораме
- Виды распила древесины
- Распиловка на пилораме с вращением бревна на 180°
- Распиловка на пилораме с вращением бревна на 90°
- Плюсы и минусы распиловки древесины на ленточной пилораме
- Введение
- Улучшаем качество пиления:
- Повышаем срок эксплуатации
- Раскрой пиломатериала
- Плюсы и минусы ленточной пилорамы
- Практические советы оператору
- Видео по теме
- Как правильно распилить бревно на ленточной пилораме
- Как рассчитать бревно
- Во-первых, смотрим на бревно
- Во-вторых.
- Возможные ошибки
- Распил бревна: правила, особенности, способы
- Распиловка бревен
- Основная задача
- Способы распила
- Схемы распиловки
- Инструмент для распила
- Вывод
- Полезные советы / Как правильно работать на ленточных пилорамах
- 1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
- 2. “Ленточные пилорамы” – работа и устройство:
- 3. РЕГУЛИРОВАНИЕ ПИЛЬНЫХ ШКИВОВ
- 4. ТРЕБОВАНИЯ К ПИЛЬНЫМ ЛЕНТАМ
Распиловка древесины на ленточной пилораме
Методики раскроя бревна на ленточной пилораме
Для обработки бревен на ленточной пилораме необходимо придерживаться принятой технологии. Таким образом можно получить максимальное количество качественных материалов — досок и бруса. Но предварительно следует ознакомиться с основными правилами раскроя.
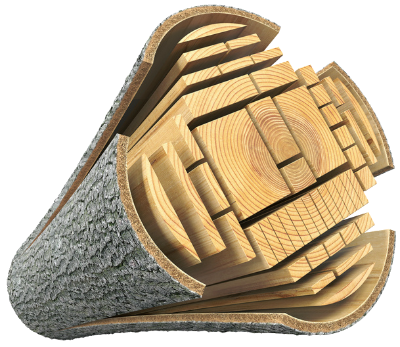
Виды распила древесины
На первом этапе из бревна формируется лафет. Для этого по двум его сторонам делают срезы. В некоторых случаях обработку выполняют с четырех сторон. Предварительно составляется карта ленточного распила заготовки, на которой указывают размеры компонентов.
Определяющим параметром при выборе схемы является направление обработки бревна. В частности — движение режущей кромки относительно годовых колец. Согласно этому формируются пиломатериалы различного качества, обладающие уникальным внешним видом. От этого зависит не только их эстетические качества, но и цена.
Различают следующие типы распилов:
- тангенциальный. Разрез выполняется по касательной относительно годовых колец. В результате этого на поверхности формируются продолговатые узоры в виде арок, колец;
- радиальный. Для его выполнения необходима перпендикулярная обработка по годовым кольцам. Особенностью является равномерный рисунок;
- поперечный. Обработка происходит поперек волокон, рисунок среза представляет собой ровный срез годовых колец;
- рустикальный. Может делаться под любым углом, содержит определенное количество сучков, заболонь или других аналогичных им дефектов.
Нередко в деревообрабатывающей промышленности используются отходы ленточной распиловки бревна — горбыль. С одной стороны ровная плоскость, а другая остается необработанной.
Для составления максимально точного раскроя рекомендуется использовать специальные программы. Они учитывают не только габариты исходного материала, но и породу древесины.
Распиловка на пилораме с вращением бревна на 180°
Для формирования максимального количества досок рекомендуется использовать технологию, при которой некоторые процессы ленточной обработки поворачиваются на 180°. Это позволяет добиться максимального количества пиломатериалов с различными типами распилов.
Принцип обработки заключается в выполнении первоначальных резов по краям бревна, находящиеся под углом 90° относительно друг друга. Они послужат основанием для дальнейшей ленточной резки. Работы осуществляются на оборудовании с вертикальным расположением режущих элементов. Диаметр ствола должен быть не менее 26 сантиметров.
Поэтапный порядок выполнения работ.
- Обработка стороны со срезанной кромлевой частью. В результате этого получаются две доски.
- Разворот заготовки на 90°. Рез выполняется с противоположной части. Количество изделий варьируется от 3 до 4.
- Повторный разворот на 90°. Происходит обработка основной части исходного материала. В зависимости от планируемых может получиться 7-8 заготовок.
Несмотря на все свои положительные качества, этот метод имеет один существенный недостаток — низкая скорость производства. Его рекомендуется применять на оборудовании, в котором предусмотрен блок автоматического изменения положения бревна относительно режущей части станка.
Подробная схема чаще всего применяется для изготовления рустикальных досок, к которым предъявляются пониженные требования качества.
Распиловка на пилораме с вращением бревна на 90°
Для изготовления тангенциальных и радиальных досок рекомендуется применять другую методику. Она заключается в планомерной ленточной обработке бревна с одновременным анализом дефектов. Таким образом можно получить изделия требуемого качества.
После удаления сучьев заготовка помещается на подающую станину распиловочного станка. Затем необходимо выполнить следующие действия.
- Удаление первичного горбыля. Выполняется до тех пор, пока ширина основания не составит 110-115 мм.
- Съем необрезной доски толщиной около 28 мм.
- Если количество дефектов на поверхности превышает требуемый уровень — выполняется разворот материала на 90°. При достаточно высоком качестве доски выполняется отрезание следующей.
- Повторение операции.
Подобная методика применима для обрабатывающих установок, у которых одна режущая поверхность или есть функция временного демонтажа остальных.
При достаточно большом количестве дефектов можно не откладывать заготовку, а выполнить ее обработку методом разворота на 180°.
Вышеописанная методика ленточной обработки может быть применена для создания любых конфигураций деревянных изделий. Зачастую область сердцевины используют для формирования бруса, а остальные части — для изготовления досок. Но могут быть исключения — все зависит от требуемой формы заготовок.
На качество работы влияет текущее состояние пилорамы, уровень заточки пил и скорость обработки. Эти факторы обязательно необходимо учитывать перед началом производственного процесса. В случае необходимости выполняется профилактика или ремонт оборудования.
В видеоматериале показана методика распиловки бревен на самодельной ленточной пилораме:
Плюсы и минусы распиловки древесины на ленточной пилораме


Здравствуйте уважаемые читатели и подписчики блога Андрея Ноака. В этой статье я расскажу вам о том, как правильно работать на ленточной пилораме при этом вы узнаете какие плюсы и минусы вас ожидают во время пиления и обслуживания агрегата.
Введение
Распиловка древесины на ленточной пилораме является самым распространённым видом обработки пиломатериала в частных хозяйствах. Если вы являетесь счастливым обладателем ленточной пилорамы, наверняка вы задумывались, как правильно работать на ней. Ведь весь расчет идет на долгосрочный срок эксплуатации, максимальную прибыль и высокую производительность оборудования.
Ни кому ни секрет, что правильная подготовка пилы и уход во время эксплуатации продлит срок ее жизни, снизит затраты на текущий ремонт. Как научиться работать на ленточной пилораме? Об этом и поговорим кратко. Почему кратко, потому что все есть у меня в классной книжечке, информация данная в ней ну просто незаменима для новичков и даже специалистов.
В книге я рассказываю о том почему в год можно и даже нужно менять несколько раз количество выпускаемых сортов и много других «вкусностей». Купить книгу можно прямо на сайте в разделе «КНИГИ».

Улучшаем качество пиления:
- Во время пиления не допускайте снижения скорости подачи пиломатериала (приведет к нежелательному преждевременному износу режущего зуба), скорость должна быть как можно максимальной;
- Следите, что бы лезвие было правильной формы (как перед, так и во время работы);
- Не допускать налипания смолы на лезвии;
- Правильная разводка пилы позволит продлить время эксплуатации (правильная разводка избавит от появления волны на материале, повысит качество готовой продукции на выходе);
Повышаем срок эксплуатации
- Для заточки использовать специализированные инструменты;
- Во время работы осуществлять контроль за правильной натяжкой ленты, регулировать подачу материала;
- Обрабатывать бревно диаметром не менее 40 – 80 см, позволит правильно позиционировать материал на раме. При выполнении данного условия это приведет к оптимальному выходу готового материала;
- Перед работой измеряйте влажность леса (пиломатериала) и только после этого подгоняйте разводку зубьев, регулируйте скорость подачи;
- От вида древесины осуществляйте подбор профилей режущих зубьев. Это позволит повысить производительность и уменьшить износ;
- Для предотвращения быстрого износа ленты очищайте бревно от грязи, песка, налипания камней. С этим легко справятся дебаркеры, которые способны снимать верхний слой древесины перед тем, как лента начнет пилить бревно;
Раскрой пиломатериала
Ни кому, ни секрет, что для максимального выхода готовой продукции следует обратить внимание на правильный раскрой бревна. Ведь от этого зависит, какой процент отходов получится при распиле материала. Ключом для получения максимального выхода полезного пиломатериала отличного качества от каждого бревна является начало распила.
Перед распилом оператор должен заранее знать размеры для распила, это позволяет добиться максимального выхода продукции. Следовательно, оператор должен манипулировать бревном для того что бы выйти на максимум.
Для уменьшения отходов привожу следующую таблицу.

Самая чистая часть древесины находится в наружной ее части. Чистые доски являются самыми ценными. Качество будет падать, как только пила будет приближаться ближе к середине бревна.
Плюсы и минусы ленточной пилорамы
Теперь поговорим о достоинствах ленточной пилорамы. К ним можно отнести:
- Не требует установки фундамента. Установка станины с рельсовым ходом рабочей зоны.
- Позволяет работать с материалом большого диаметра;
- Позволяет распиливать твердые породы древесины;
- Минимальный размер пропила материала;
- Высокая точность разреза древесины;
- Высокий выход готовой продукции. В процентном выражении до 75%.
Недостатки ленточного пиления:
- Частая замена пильных лент. Это связано с ее перегревом при длительной работе (не менее 2 часов).
- Необходима высокая квалификация персонала по заточке лент и работе оператора на оборудовании;
- Необходимость в частом смазывании ленты (зима – светлые виды топлива, лето – водяные растворы);
- Необходимость в специальной заточке лент либо установка специальных лент для пиления смолистых пород древесины;
Цена на ленточную пилораму варьирует в пределах от 110 000 рублей. В зависимости от комплектации увеличивается и стоимость оборудования. Рекомендуют оборудование с узкой лентой для фермерских хозяйств, производительность которых достигает до 5 – 6 м 3 /день.
Практические советы оператору
Для того что бы заработать максимум прибыли нужно научить своего оператора различать продукт по сорту и ценности. Ведь нецелесообразно хороший материал пилить на железнодорожные шпалы, так как доски ценятся дороже.
Специалисты предлагают применять круговое пиление для пиломатериалов с высоким уровнем качества. Осуществлять пиление с учетом конусности бревна. Рекомендовано для распила «полезных» граней. Результат таких операций позволит получить чистый древесный материал по всей длине. Дойдя до плохого отрезка бревна необходимо осуществить переход на форму в виде бруса. Это позволит минимизировать затраты обрезку по бокам.
Соблюдайте рекомендации от завода изготовителя. Следите за настройками станка, состоянием станины, периодически проводите ревизию ремней и шкивов. Это позволит вам добиться максимальной и качественной резки на пиле.
«Как выставлять размеры?» — Спросите вы. Сложного ни чего нет. Достаточно укомплектовать станок линейкой. Она поможет оператору в расчетах. Не нужно будет забивать голову математическими расчетами. Доукомплектовать доводчиком и процесс станет практически автоматизированным. Программа сама будет переводить ленту на нужный размер. Это позволит сократить время на распил материала и увеличить производительность.
Видео по теме
С вами был Андрей Ноак. Заходите на мой блог и будьте в курсе всех событий. Подписываться на обновления и приглашайте своих друзей ознакомиться с моими советами. Удачи и до новых встреч!
Как правильно распилить бревно на ленточной пилораме

Ваша ленточная пилорама установлена и произведены все необходимые настройки? Значит пора приступить непосредственно к самому процессу распиловки. Для того, чтобы получить действительно качественный материал, необходимо правильно установить бревно. Потому что, от того какой стороной Вы положите бревно зависит максимальный выход материала. Затем зафиксировать его специальными зажимами.
Далее необходимо рассчитать, в зависимости от диаметра бревна. Примерное количество материала, которое можно получить с данного бревна.
От правильного расчёта количества и типа материала, который Вы хотите получить с этого бревна, также зависит качество.

Набравшись в дальнейшем опыта, будет достаточно одного взгляда на бревно, и Вы уже будете знать, сколько и какого материала можно с него получить. Научитесь безошибочно определять, где находится вершина, а где комлевая часть бревна. Комлевая часть, как правило, больше по диаметру, чем вершина. И это в значительной части влияет на толщину горбыля.
Как рассчитать бревно
Итак, Вы замерили диаметр бревна, а замеряется оно с вершины. Рассчитываем согласно диаметру примерное количество материала и приступаем к дальнейшим действиям.

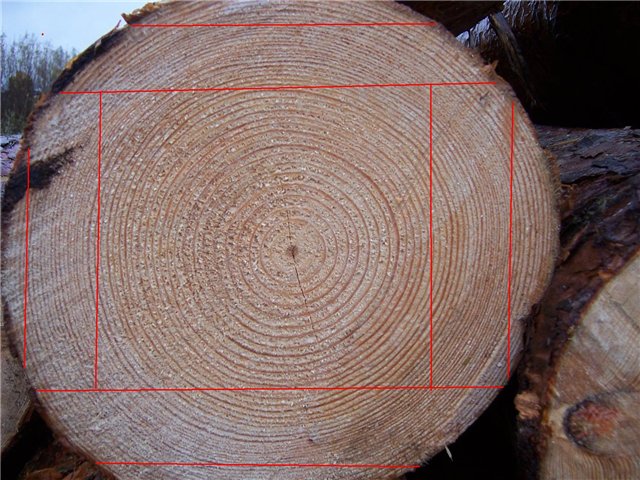
Во-первых, смотрим на бревно
Обращаем внимание на все изгибы и выпуклости бревна — идеально ровный ствол встречается редко. Поэтому стараемся повернуть его так, чтобы получить с него как можно меньше отходов, таких как горбыль. Когда бревно уложено и зафиксировано, стоит убедиться, что оно свободно проходит между направляющими роликами.
Прежде всего, выставьте на линейке пилорамы размер по диаметру, и к этому размеру добавьте наибольшую высоту выпуклости бревна. Это та выпуклость, которая находится выше, чем диаметр вершины или самой узкой части бревна.
С помощью обычной рулетки произведите замер высоты самой высокой части. Следовательно, от этого размера и начинаете отсчёт размеров необходимого материала. Обязательно. с учётом размера на пропил, который составляет от 2 до 5 мм.

Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.
Возможные ошибки
Как видите ничего сложного здесь нет. Частенько неопытные пилорамщики допускают ошибку в расчётах, когда начинают отсчёт от нуля. К примеру, если конечный размер материала 150 мм, то нет необходимости к нему добавлять 2 мм на пропил, иначе выйдет так 150 + 2 = 152. Такой ошибки быть не должно, пропил высчитывается только между материалом, к примеру 50 мм доска и 150 мм лафет, получаем как описано выше, 150 + 50 + 2 =202 мм.
При необходимости получить обрезной материал поворачиваем бревно на 90 градусов и производим те же манипуляции, которые описаны выше.

Вот Вы и распилили своё первое бревно, посмотрите на качество материала и точность размеров. Убедитесь в правильности своих расчётов. Главной ошибкой при расчётах бывает то, что забывают учитывать размер пропила. Старайтесь учесть этот факт. И не допускать таких ошибок.
В дальнейшем, когда наберётесь опыта, расчёт у Вас будет происходить автоматом в голове, достаточно будет взглянуть на бревно.
Мы уверены, что всё у Вас получится, желаем успеха в труде.
Распил бревна: правила, особенности, способы












Распиленное бревно – это доски, брус, шпон и другие известные нам деревянные стройматериалы. Задача грамотной и эффективной распиловки стволов крайне актуальна при самостоятельной или промышленной заготовке леса, кроме того, знание основ поможет правильно выбрать пиломатериал.
Мы рассмотрим основные моменты, касающиеся этой темы, и расскажем, как правильно распилить бревно на ленточной пилораме.

Распил бревна на ленточной пилораме считается самым эффективным.
Распиловка бревен
Основная задача

На фото – угловая пилорама.
В старину для строительства домов и прочих сооружений использовали целые стволы деревьев, из которых собирали так называемые срубы. Однако детали цилиндрической конусообразной формы не лучшим образом подходят для конструирования, поэтому из бревен стали делать доски и брус.
Доля цельного бревна, используемого в строительстве, исчезающе мала, поэтому лесозаготовщик должен овладеть искусством распиловки леса на доски и брус, иначе он разорится. Этот навык будет полезен и тем, кто решил выполнять заготовку своими руками для нужд частного строительства.

Древесина используется преимущественно в виде доски.
Итак, перед нами встает задача превратить обычное бревно в максимальное количество качественного полезного пиломатериала при минимальных расходах энергии, времени и сырья. То есть мы должны найти такой способ, при котором эффективность будет максимальной, а издержки – минимальными.
Здесь следует сразу сказать, что решение не сводится к разгадке геометрического ребуса, на практике все намного сложнее. Древесина – неоднородный материал, поэтому на результат влияет большое количество нюансов и тонкостей, о которых мы более подробно расскажем в следующих главах.

Неоднородность структуры древесины усложняет задачу ее распиловки.
Важно! Задача распиловки – получение максимального количества качественного пиломатериала при минимальных издержках за единицу времени.
Способы распила

Специальное оборудование поможет понять, как бревно распилить вдоль.
Как уже было сказано, правильный расчет распила бревна должен учитывать не только геометрические параметры и раскрой, но и неоднородность структуры материала.
Дело в том, что древесина по-разному проявляет свои свойства в зависимости от ориентации годовых колец (слоев): процессы коробления и деформации при сушке наиболее ярко проявляются вдоль слоя, когда плоскость доски совпадает с плоскостью годового кольца.
От способа раскроя зависит не только красота, но и качество.
Чтобы понять,как распилить правильно бревно, следует знать основные способы распиловки:
- Радиальный способ считается самым качественным и отличается тем, что годовые линии на торце доски образуют угол 76 – 90˚ по отношению к ее плоскости, а линия разреза проходит через сердцевину ствола подобно радиусу. В результате получается достаточно однородная по цвету и текстуре доска, которая практически не разбухает при увлажнении и не деформируется при усушке. Пиломатериал радиального распила считается наиболее качественным, его цена самая высокая;
- Тангенциальный способ , наоборот, наименее предпочтителен и отличается тем, что линии годовых колец проходят практически параллельно плоскости доски или же по касательной. Коэффициенты разбухания от влаги и усушки в случае тангенциально распиленных досок примерно в два раза выше, чем при радиальном распиле. В целом такие доски менее прочны, ниже качеством, но при этом могут отличаться очень красивым рисунком волокон;
- Рустикальный способ представляет собой нечто среднее – угол наклона годовых линий по отношению к плоскости изделия находится в пределах 45 – 76˚. Также в эту группу можно отнести смешанный тип раскроя, у которого могут встречаться элементы дуг, как при тангенциальном пилении, так и наклонные и даже перпендикулярные линии. По свойствам эти группы являют собой нечто среднее между радиальной и тангенциальной группой;
- Центральный распил . Производится по центру ствола и включает его сердцевину. Такие доски считаются наименее прочными и наиболее неоднородными из всех перечисленных.

Способы распиловки полена.
Важно! Большинство строительного пиломатериала производится путем рустикального распила, также достаточно много тангенциальной доски. При покупке вы сможете легко отличить их «на глаз».
Схемы распиловки
Следует заранее определиться со схемой работы.
Одной из важнейших задач распиловщика является выбор наиболее рациональной схемы раскроя. От этого будет зависеть соответствие материалов поставленным целям, количество выхода продукции с единицы объема леса и, как итог, прибыль предприятия.
Мастер должен иметь внушительный опыт и особое чутье к материалу, чтобы заранее определить порядок работы, откуда начинать и как именно действовать в процессе. Подобный навык приходит только со временем в результате длительной работы на лесопилке.
Существует три стандартные схемы распила бревна:
Схема распила бревна на ленточной пилораме с пошаговым руководством.
Важно! Схема распиловки выбирается в соответствии с качеством сырья, назначением доски и возможностями оборудования.
Инструмент для распила

Современная ленточная пилорама.
Заготовка леса производится с помощью специального инструмента. Для нормальной по сегодняшним меркам работы необходим специальный станок для распила бревен своими руками, который называется пилорама.
Пилорамы бывают двух типов: дисковые и ленточные. Дисковые используют циркулярные пилы и считаются менее эффективными, так как имеют большую толщину реза (от 6 до 9 мм), меньшую точность и глубину.
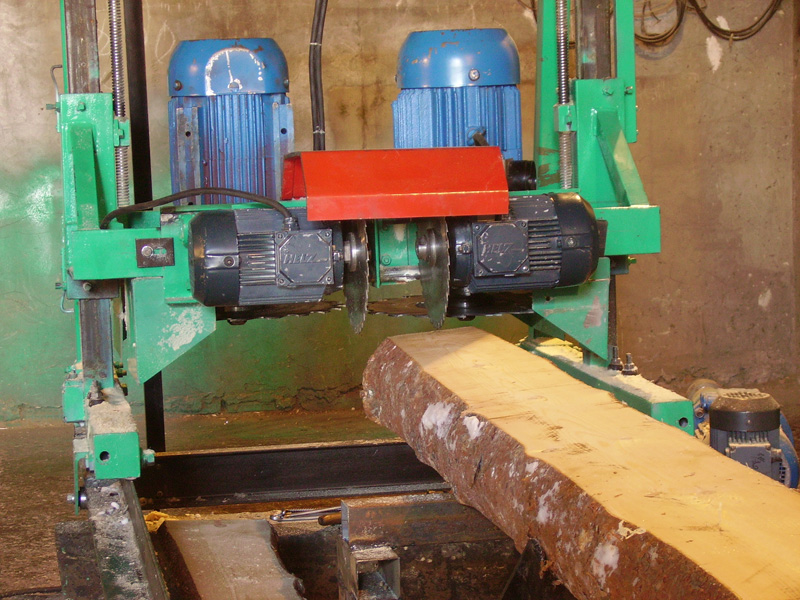
Ленточная пилорама оборудована иной системой: пила представляет собой ленту, надетую на вращающиеся ролики. Толщина реза составляет примерно 1.5 – 3 мм, что является достаточно экономным с точки зрения отхода на стружку.
Современные модели отличаются высокой точностью и производительностью работы, они автоматизированы и имеют кантовочный механизм для подъема и переворота бревен в случае круговой распиловки или пиления бруса.
С помощью бензопилы можно только распилить бревно пополам, однако если использовать специальную раму, то можно распустить полено на доски прямо в лесу.

Работа с рамой и бензопилой.
Важно! Ленточная пилорама считается наиболее эффективной и экономически выгодной.
Вывод
Распиловка бревна считается одной из наиболее сложных и важных задач в работе по заготовке леса и производстве пиломатериала. От выбранной схемы, грамотно составленного порядка работы и подготовки инструмента зависит качество продукции и доход предприятия.
Видео в этой статье расскажет о видах пилорам и способах распила древесины.
Полезные советы / Как правильно работать на ленточных пилорамах
Советы профессионалов
1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
Станок ленточнопильный горизонтальный применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы.
Применение ленточной пилорамы позволяет:
- производить доски с высоким качеством поверхности из материала
- получить доску с точностью 2 мм. при длине 6 м.;
- ленточная пилорама позволяет уменьшить отходы в 2-3 раза,
- уменьшить энергозатраты;
- быстро настраивать размер пиления,
- Ленточная пилорама способна распиливать короткие заготовки (от 1,0 метра) и получать изделия толщиной до 2 миллиметров.
- ленточная пилорама работает в условиях УХЛ 4 (ГОСТ 15150-69). Ленточная пилорама оборудована подъемником пильного узла электромеханического типа.
2. “Ленточные пилорамы” – работа и устройство:
2.1 Основные узлы и детали ленточной пилорамы:
- Станина, которая перемещается по рельсовым направляющим в горизонтальном направлении;
- Рама пильная;
- Поднимающий пильную раму механизм;
- Шкаф электрический;
- Зажим бревна;
- Подвижный ползун ведомого шкива;
- Шкив ведущий;
- Шкив ведомый;
- Клиноременная передача;
- Рельсовые направляющие ленточной пилорамы;
- Натягивающий ленточную пилу механизм;
- Установочный разъем ленточной пилы;
- Кожух шкивов ленточной пилорамы
- Бачок для СОЖ
- Направляющая пилы неподвижная
- Направляющая пилы подвижная
Станина ленточной пилорамы имеет П – образную форму и подошвы с роликами перемещения пильной рамы по рельсам и войлочные щетки, которые очищают направляюще от опилок. Подъем пильной рамы осуществляется двумя ползунами, расположенных на стойках станины. Перемещение осуществляет двусторонняя, синхронно связанная цепная передача, приводимая в движение электрическим мотором, через редуктор.
Рама выполнена двух швеллеров, которые расположены параллельно и соединены между собой. На одном торце рамы неподвижно закреплен ведущий пильный шкив, на другой ведомый, имеющий возможность продольного перемещения. Пила ленточной пилорамы натягивается пружинно-винтовым механизмом, пружина демпфирует тепловое расширение пильной ленты. При изготовлении ленточной пилорамы тарируется натяжение для пилы шириной 35 сантиметров. Риски на корпусе натяжителя и шайбе равны усилию натяжения 525 килограмм. В передней балке ленточной пилорамы и на ползуне ведомого шкива расположены два замка для съема и установки пильной ленты. На кронштейнах расположенных в середине рамы установлены две направляющие ленточной пилы (подвижная и неподвижная), которые оснащены опорными роликами и системой регулировки и планкой. Крутящий момент передается от двигателя пилорамы на ведущий шкив – клиноременной передачей. Бачек для СОЖ закреплен сверху на защите пильных шкивов. Подача жидкости регулируется кранами, расположенными на бачке. Пульт управления ленточной пилорамой расположен на верхней перемычке станка.
Направляющие разборные из 3-х секций, что удобно при транспортировке. Снизу расположены опорные пластины, в которые ввинчены анкерные болты. Сверху направляющих ленточной пилорамы опоры бревна. Бревно на рельсовых направляющих фиксируется четырьмя винтовыми зажимами и упором, который обеспечивает 90 градусов.
3. РЕГУЛИРОВАНИЕ ПИЛЬНЫХ ШКИВОВ
3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем.
3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива – один.
Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности:
3.3.1 Выключить автомат подачи электропитания на пульте управления.
3.3.2 Открыть защитные кожухи пильных шкивов.
3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм.
3.3.4 Закрыть подвижные разъемы (замки).
3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.).
3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы).
3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16.
3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата.
3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы.
3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16.
3.3.11 Если лента приняла положение согласно инструкции, то регулировка выполнена правильно.
3.3.12 Если ленточная пила при вращении сразу сбегает с ведущего шкива, то регулировку следует начать именно с него.
3.3.13 Для этого в зависимости от направления с бегания ленты (наружу или внутрь) отпустите левую или правую стопорные гайки Ml6 и произведите регулировку в той же последовательности, что и на ведомом шкиве.
3.3.14 После регулировки все гайки затянуть.
3.3.15 Закрыть дверцы кожухов пильных шкивов.
3.3.16 Включить автомат подачи эл. энергии на пульте управления.
3.3.17 Кратковременно включить привод пильных шкивов и убедиться в правильности положения пильной ленты. Станок готов к работе.
4. ТРЕБОВАНИЯ К ПИЛЬНЫМ ЛЕНТАМ
1. В процессе эксплуатации ленточной пилорамы для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах.
1.1 Величину натяжения, в зависимости от ее ширины, определяют по прибору “Тензометр”.
1.2 Внимание! Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений.
2 Используйте правильную смазку для лезвия ленточной пилы.
В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fairy» и т.п.). Однако, при низких температурах лучше всего применять смесь из 50%-80% дизтоплива или керосина и 50%-20% моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара.
В случае использования воды в качестве СОЖ необходимо по окончании работ протереть шкивы и ленту маслом.
3. Всегда ослабляйте натяжение ленточной пилы.
Когда Вы закончите работу, снимите натяжение с пилы. При работе лезвия нагреваются и растягиваются, а затем при остывании сжимаются на десятые доли миллиметра во время каждого периода охлаждения.” Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями.
4. Используйте правильный развод зубьев.
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65-70% опилок и 30-35% воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом.
Вы должны сортировать лесоматериал.
На каждые 20-25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки – провести контрольные распилы определенного бревна. Увеличивайте разводку на 5-8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8-10 сотых с каждой стороны, и Вы достигните нужного результата. Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2-3 раза. Это означает, что, если Вы распиливаете 45-ги сантиметровые сосновые бревна, Вам потребуется развести зубья на 20% больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой.
5. Правильно затачивайте пилу.
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением.
Вы должны сохранить профиль зуба и межзубовой впадины.
Пространство между зубьями (галлет) – это не мусоросборник для опилок. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок.
Если у Вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зуба. Необходимо, чтобы пространство между зубьями было заполнено на 40%, что обеспечит необходимое охлаждение и увеличит время работы пилы.
6. Установите правильный угол заточки.
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 Градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких.
Общее правило таково: чем древесина тверже, тем угол заточки меньше.
Предостережение: Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке!
Штифты и направляющие на нем изнашиваются. В процессе работы изменяется Профиль камня.
Для контроля правильности углов заточки используйте транспортир. Внимание; мы рекомендуем менять пилы каждые два часа непрерывной работы, давая им при этом отдохнуть не менее суток.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей с целью восстановления их нормальной работы.
На рис. 1 приведены некоторые параметры полотна, определяющие его долговечность и производительность где:
А – угол заточки, это угол между передней поверхности зуба и плоскостью перпендикулярной спинке пилы; В – впадина зуба; С – задняя поверхность зуба;
Е – развод, это отклонение зуба от вертикали. Линия развода (место отгиба зубьев) находится на расстоянии 1/3 от вершины зуба; R – радиус впадины;
Р – шаг зуба, это расстояние между двумя зубьями; Н – высота зуба, это расстояние от основания зуба до его вершины.



