- Сращивание древесины по длине своими руками
- Как склеивают древесину – технология и тонкости
- Клееная древесина своими руками
- Чем склеивать древесину. Технология
- Как склеить доски между собой. Параметры
- Клеящие составы
- Как склеить дерево
- Инструмент для склеивания древесины
- Клееная древесина — как ее получают и из чего
- Сырье для получения клееной древесины
- Технологический процесс сращивания древесины
- Самые распространенные фирмы производители линий сращивания:
- Виды производственного брака при получении клееной древесины
- Особенности и способы сращивания досок по длине для балок перекрытия
- Что собой представляет удлинение?
- В каких ситуациях применяют?
- Когда это невозможно?
- Подходящие для этого способы
- Как состыковать замком?
- Нарастить с клином
- Соединить досками
- Каких правил следует придерживаться?
- Инструменты и материалы для работы
- Пошаговая инструкция
- Ошибки в процессе соединения
- Заключение
- Сращивание пиломатериалов и брусков
- Требования к заготовкам
- С точки зрения материала
- Клеи для сращивания
- Прочность зубчато-клинового соединения
- Этапы технологии
- Технологические особенности процесса склеивания и гнутья древесины
- Для чего необходимо сращивание и гнутье древесины
- Основные этапы технологии склеивания
- Использование фрезы для сращивания древесины
- Автоматическая линия для деревянных заготовок
- Виды клея
- Станки
- Склеивание древесины в домашних условиях
- Технология гнутья
- Описание процесса
- Гнутье древесины в домашних условиях
Сращивание древесины по длине своими руками
Как склеивают древесину – технология и тонкости
Изготовление мебели своими руками приобретает все большую популярность и в силу дороговизны готовых изделий, и благодаря большому количеству исходных материалов, появившихся в свободном доступе. В домашних условиях с минимальным набором соответствующих инструментов реально собрать жизнеспособную мебель, которая будет исправно служить и радовать своим видом. Одним из максимально востребованных способов соединения древесины является склейка, позволяющая получить прочные, монолитные детали. Склеивание может использоваться как самостоятельный крепеж или как дублирующий, при применении внешних элементов, таких, как нагели, шпонки или саморезы.
Клееная древесина своими руками
Перед склейкой детали обрабатываются, это делается не только для очистки поверхности, но и позволяет раскрыть древесные поры. При нанесении клеевой состав проникает через поры в структуру древесины, в межклеточное пространство, и при застывании образует множество тончайших нитей (паутинок), надежно «сшивающих» заготовки между собой. Прочность правильно выполненного шва превышает прочность самой древесины, при тестировании на излом деталь ломается не в месте склейки, а по цельному дереву.
Клейка дерева позволяет получать изделия с лучшими, чем у массивных, параметрами. В процессе склейки подбирают подходящие по фактуре и оттенкам элементы, отбраковывают поврежденные, треснутые и сучковатые участки. В результате у склеенных деталей прочность больше, чем у обычного дерева, а посредством наклеивания на лицевые поверхности тончайшего шпона изделиям придают вид ценнейших пород. Склеенная по всем правилам древесина гораздо меньше коробится, трескается и рассыхается, чем массив.
Чем склеивать древесину. Технология
Существует несколько способов соединения деталей при склеивании.
- Склейка дерева на гладкую фугу – соединение гладких деталей, без увеличения площади проникновения.

- Склейка на микрошип – увеличение площади проникновения на 2,5 – 5 мм за счет создания на детали зубчатого рельефа (с помощью фрезера).

- Склейка на зубчатый шип – увеличение площади проникновения на 10 мм за счет создания зубчатого шипа.
- Склейка на шпунт-гребень (шип-паз, ласточкин хвост, косой шип) – дополнительное сцепление за счет пазового соединения.

Хотя в определенных ситуациях, когда предполагаются особые условия применения, актуальны пазовые и шиповые соединения, в большинстве случаев детали склеиваются на гладкую фугу. Современные клеевые составы проникают глубоко в структуру и создают прочный шов без дополнительной выборки древесины.
Как склеить доски между собой. Параметры
Склеиваемая древесина должна иметь показатель влажности в пределах 8 – 12%, максимум – 18%. Если есть необходимость склеить влажные детали, используют специальный состав, в процессе затвердевания он вытягивает влагу из дерева. При склеивании болванок с различной влажностью не допускается перепад больше 2%, чтобы избежать внутреннего напряжения в клеевом шве из-за деформации более влажной детали. Температура склеиваемых заготовок колеблется в пределах 15 – 20⁰С, поэтому работы проводятся в теплых помещениях (18 – 22⁰С). На холоде большинство составов кристаллизуется, что приводит к ухудшению качества склейки и затрудняет процесс.
Заключительная подготовка древесины (строгание, фугование, обработка наждачкой) проводится непосредственно перед склеиванием, чтобы повысить проницаемость клея и избежать коробления. Важно не только подобрать детали по габаритам, структуре и внешним данным, но и правильно их расположить.
- При склеивании по длине используются планки только одного типа распиловки – тангентальной или радиальной;
- При склеивании и по длине, и по ширине не допускается чередование разных частей древесины – ядро укладывается с ядром, заболонь (молодая, крайняя часть) с заболонью;
- Годовые кольца соседних заготовок из досок или брусков должны быть направлены в разные стороны или под углом друг к другу от 15⁰.

Стандартная толщина мебельных щитов – 2 см, но, чтобы склеить деревянные щиты в домашних условиях, при выборе досок для щита учитывается предположительный отход при обработке, поэтому заготовку подбирают толщиной до 2,5 см. Лишок снимется в процессе первичной обработки, при устранении дефектов, и после склейки, при шлифовании щита. Если распускать для мебельного щита доску в 5 см толщиной, получаются две заготовки с одинаковой текстурой и оттенком, что увеличивает декоративность изделия. Для щитов подбираются доски древесины одной породы, шириной до 120 мм, чтобы была возможность качественно обработать кромки щита, длина болванок должна иметь запас (2 – 5 см).

Клеящие составы
Клеи, используемые для изготовления клееной древесины, подразделяются на две основных группы.
Синтетические – получаемые на базе смол или поливинилацетатных дисперсий (ПВА). Они характеризуются повышенной прочностью получаемого соединения, влагостойкостью, биостойкостью. К недостаткам относится наличие вредных веществ, которые могут выделяться в окружающую среду в процессе работы и дальнейшей эксплуатации. Этим «славятся» составы на базе фенолформальдегидных смол. Современные ПВА дисперсии и их производные нетоксичны и обычно используются в бытовой сфере и считаются универсальными для дерева. Основная масса синтетических смесей готова к употреблению. Нуждается в доводке эпоксидный клей, для работы с ним входящий в комплект отвердитель смешивается с эпоксидной смолой.
Натуральные смеси – животные, растительные, минеральные. Безопасны, дают прочное соединение, но выпускаются в виде полуфабрикатов, которые приготавливаются перед использованием. Как клеить дерево ими: при приготовлении необходимо четко следовать инструкции и соблюдать дозировки, в противном случае качество клея не позволит получить прочное соединение. Для приготовления клея обычно требуется развести концентрат-порошок водой до нужной консистенции (может потребоваться определенный период для набухания) или расплавить твердые частицы. Не допускается прямое воздействие огня, применяется «водяная баня», на которой масса с добавлением воды после набухания расплавляется до однородной консистенции.
Как склеить дерево
При склеивании деревянных поверхностей клей наносится на обе детали равномерным слоем. Толщина слоя зависит от разновидности клея, его консистенции и типа склеиваемых поверхностей – чем тоньше древесина, тем тоньше слой. Клей должен смочить деталь, но не избыточно, при соединении элементов наружу должен выделиться ровный валик. Клеевые потеки удаляются с поверхности, как только немного схватятся, скребком или шпателем. Застывший лишний клей сильно портит внешний вид деталей и усложняет их дальнейшую обработку.
После нанесения клея детали выдерживают определенный промежуток времени, это позволяет составу проникнуть глубже, одновременно испаряется лишня влага, концентрация клеящих веществ повышается. Во время выдержки не допускается заветривание шва на сквозняке или его запыление. Некоторые разновидности натурального клея (костный, мездровый) нужно наносить в горячем виде, мгновенно скрепляя детали без выдерживания, так как по мере остывания состав теряет свои свойства.
Инструмент для склеивания древесины
Для получения максимально прочного соединения, при склеивании древесина запрессовывается – подвергается сжатию посредством специальных прессов. В домашних условиях для этих целей используют подручные инструменты и средства – тиски, струбцины, кулачковые приспособления, рамки из металлического уголка с зажимными механизмами. Давление при прессовании древесины выдерживается в диапазоне от 0,2 до 1,2 МПа. На производстве возможны большие величины, в домашних условиях таких показателей, чтобы детали конструкции склеились, достаточно.
При соблюдении технологии склейки клеевой шов получается прочным и надежным, и, в отличие от способа соединения деталей металлическим крепежом, не портит внешний вид.
Для любителей создания предметов обихода своими силами на FORUMHOUSE открыта тема о мебели для дома и дачи. Как организовать удобный уголок для работы с деревом, можно узнать в статье об обустройстве столярной мастерской. В видео о деревянных элементах в загородном доме показаны интересные изделия, сделанные пользователями портала.
Клееная древесина — как ее получают и из чего



Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака. Сегодня постараемся продолжить тему переработки древесины и поговорим с вами о такой теме как технология склеивания древесины.
Сырье для получения клееной древесины
Посмотрев на работу многих предприятий, я видел что не все производства клееной древесины работают так как должны работать и начинают производство своей продукции только после попадания к ним сухого пиломатериала. На самом деле технология склеивания древесины, получения сращенной древесины начинается даже не с сушки древесины, а с заготовки этой самой древесины в лесу. Производство клееной древесины достаточно зависимо от качества сырья и поэтому для получения более низкой себестоимости, необходимо выполнять ряд мер:
- Относиться очень ответственно к выбору сырья, в кратце я писал о этом здесь.
- В качестве сырья используют древесину первого и второго реза, там наименьшее количество сучков которые мы будем затем вырезать.
- Чем больше средняя длина ламелей, тем выше качество древесины. Также стоит понимать, что чем меньше длина ламелей, тем больше у нас будет расходоваться клея для сращивания древесины, большее количество чистой хорошей древесины будет уходить в опилки от нарезания шипов.
- Пиломатериал в переработку отправлять только с необходимым припуском и ничего больше, чтобы исключить возможность образования в процессе производства каких то дополнительных отходов.
Технология сращивания древесины, качество всех ее цепочки (грамотность работы технолога) можно определить по оптимальной расстановке продукции, сырья и полуфабрикатов в цеху, а также по количеству и качеству получаемых отходов.
Технологический процесс сращивания древесины
Высушенный пиломатериал до влажности 8-16% поступает в переработку для получения сращенной древесины. Пиломатериал может поступать как в пакетах с прокладками, так и без прокладок — это логистика производства, над которой должен трудиться отдел главного технолога. В некоторых случаях удобнее пиломатериал привозить на станок с прокладками и оператор при подаче досок на переработку просто убирает прокладки, а иногда это не является реальным, тогда вводится дополнительная операция снятия пиломатериала с прокладок.

С лева пакет без прокладок, правый пакет уложен на прокладки
Затем полученный пиломатериал проходит черновую обработку на четырехстороннем станке. Делается это для того чтобы устранить возникшие в процессе сушки коробления, чтобы пиломатериал стал более ровным, чтобы сделать поверхность более гладкой. Но в данной операции допускается если на пиломатериале остается небольшой непрострог или еще какие то деффекты, так как это черновая обработка.

Один из популярных четырехсторонних станков, специалистам эта марка известна. 
После острожки пиломатериала, нам необходимо удалить из него все дефекты которые нас не устраиваю и получить готовую ламель, при этом удаление тех или иных дефектов зависит от:
- Возможностей оборудования (на какое количество карманов имеется возможность рассортировывать ламель).
- От возможностей рынка сбыта, что нужно рынку, что можно реализовать.
Основной продукцией в данных цехах является высококачественная дорогая продукция получаемая из чистовых ламелей, это может быть клееный щит, клееный брус или иной товар. Большинство дефектов из ниже перечисленных может быть использовано в технологии производства клееной древесины под покраску или эта продукция будет являться как бы сопутствующей продукцией. Итак все будет зависеть как было сказано выше от возможностей оборудования и главное от рынка сбыта и поэтому данные дефекты могут быть как в ламелях, так и в браке:
- Сучки здоровые.
- Синева.
- Смолянистость.
- Прорость.
- Обзолы.
- И другие.


Данная торцовка для ламелей может работать как в полуавтоматическом, так и в автоматическом режиме. При этом можно значительно увеличить число карманов для ламелей. В полуавтоматическом режиме оператор специальными карандашами указывает какую ламель в какой карман отправить. В автоматическом режиме, станок раскраивает по заранее заданной программе.
Чем больше материала из одной доски будет использовано, тем больший полезный выход в технологии склеивания древесины мы получим и соответственно ниже будет себестоимость клееной древесины. Ламель может иметь с одной стороны дефекты, с другой стороны отсутствие дефектов. Так вот все дефекты на ламелях при сращивании делают на одну сторону, чтобы готовый сращенный полуфабрикат имел чистовую и черновую пласть. Также и по обзолам, обзольные ламели сращивают таким образом чтобы обзол был на одной стороне.
После получения ламели, она укладывается на поддон. Для каждого сорта ламели должно быть свое место в цеху (для этого места под поддоны расчерчиваются на полу, как парковочные места для автомобилей :-)), каждый поддон должен подписываться. Расстановкой в цеху сырья и продукции занимается технолог. Именно эти мероприятия упрощают работу с поддонами ламели. Желательно только после накопления объемов ламели на работу одной смены, производить ее сращивание, это уменьшает количество перестановок оборудования, позволяет вести более стабильный технологический процесс.
Самые распространенные фирмы производители линий сращивания:
Ниже приведен список самых востребованных линий сращивания:
- Dimter.
- Paul.
- Grecon.
- Reinhardt.
- Ledinek.
- Irion.

На фото линия сращивания фирмы “Grecon
Виды производственного брака при получении клееной древесины
Специалисты рекомендуют постоянно отслеживать потери длины при нарезке шипов и потери на обрезке сращенной ламели. Не стоит забывать что чем короче конечная продукция производится, тем больше мы выкидываем в опил, выгоднее делать более длинную продукцию.
Дефекты получаемые при работе на линии сращивания можно поделить на:
- Недопрессовка — когда между шипами по длине остается пустое расстояние, при возникновении брака нужно смотреть давление прессования, качество получаемых шипов.
- Недоосмоление — когда подается мало смолы на шипы, полученный полуфабрикат будет обладать недостаточными физико механическими свойствами.
- Получение ступеньки — когда заготовки имеют разную ширину или толщину, или ламели при прессовании позиционируются не ровно, данный дефект вынуждает делать конечную продукцию тоньше или вырезать шипы и склеивать ламель повторно.
- Крыловатость — образцы расположены под углом друг к другу, неправильная настройка линии сращивания.
- Вырыв волокон — образуется в следствии затупления шипорезов или неправильной настройки линии.
Важно, при получении брака, из него вырезают шипы и полученную ламель повторно склеивают, предварительно устранив причину брака в технологии склеивания древесины. После сращивания, полуфабрикату необходимо вылежаться для полной полимеризации клея (от одних до трех суток). Затем полуфабрикат проходит повторную чистовую острожку и из него получают или готовую продукцию (сращенная половая рейка, сращенный наличник, сращенный погонаж) или почти готовую продукцию (клееный брус, клееный щит).

На фото пресс для получения клееного бруса.
Особенности и способы сращивания досок по длине для балок перекрытия
 В ситуациях, когда нет возможности приобрести достаточно длинные пиломатериалы для строительства перекрытий, существует немало способов решения данной проблемы.
В ситуациях, когда нет возможности приобрести достаточно длинные пиломатериалы для строительства перекрытий, существует немало способов решения данной проблемы.
Можно воспользоваться так называемым методом сращивания двух коротких балок так, чтобы на выходе получилась одна балка нужной длины.
Об особенностях и видах удлинения и соединения балок далее в статье.
Что собой представляет удлинение?
К методу сращивания балок строители прибегают в том случае, когда для прокладки перекрытий не хватает длины досок или бруса, который был выбран для этих целей. Поскольку работы по началу строительства стропильной системы начинаются после возведения коробки, в конце остается много фрагментов пиломатериалов, и их также можно применять в строительстве.
Балки сращивают также при строительстве дома из бруса или бревен на любом этапе, будь то стены, нижний венец или стропильные ноги. То есть, технология наращивания подходит для любых элементов дома, имеющих достаточно большое сечение, на которые не происходит большая нагрузка сверху, способная согнуть пиломатериал в дугу.

В каких ситуациях применяют?
Бывают ситуации, когда в расчетах происходят изменения, ширину колодца увеличивают, а материал уже закупили, и он перестает соответствовать требуемой длине. В данном случае нет нужды приобретать другие пиломатериалы, тратить большие средства. Можно прибегнуть к технологии сращивания двух бревен, за счет чего будет достигнута необходимая длина бруса или бревна.
Соединение древесины происходит 3 способами:
- по длине;
- по ширине;
- под углом.
Два последних способа применяют для утолщения бруса, а первый, по длине, для наращивания длины. Стандартные размеры, выпускаемого на рынке бруса редко превышают 6 м. В то время как необходимая длина балки может быть и 10 м. В таком случае удлинение за счет второго бруса с таким же сечением будет правильным решением.
Когда это невозможно?
Каким бы крепким не был замок на стыке 2-х брусков, это место все равно останется самым уязвимым на всем погонном метре. Поскольку нарушается монолитность дерева, в данном месте, оно может высыхать, деформироваться. Плюс, нужно учитывать дополнительный вес, который будет оказываться с чердака или второго этажа: утеплители, мебель, вес человека и т.д.
В результате место на стыке со временем может ослабнуть и вся конструкция обвалится, особенно если наращивание происходило не 1 бруса, а нескольких. Замок должен приходиться на ту часть перекрытия, на которую происходит меньше всего воздействия, например, там, где перекрытие ближе всего к стене.

Если соединение приходится где-то по центру, то такой дом должен иметь внутреннее перекрытие, еще одну комнату. Это перекрытие внутри помещения будет поддерживать уязвимое место. Или же в комнате устанавливают дополнительную колонну или несколько колонн, поддерживающие потолок. При таком подходе сращенные бруски будут такими же долговечными и безопасными, как и монолитные.
Также нельзя производить сращивание балок с малым сечением. Чем больше ширина дома, тем сечение должно быть крупнее. Расчеты необходимой толщины бруса производят согласно таблице:
| Ширина пролета, м | Расстояние между балками, м | Сечение балок, см |
| 2,0 | 1,0 | 12×6 |
| 2,0 | 0,6 | 10×7 |
| 2,5 | 1,0 | 14×10 |
| 2,5 | 0,6 | 12×8 |
| 3,0 | 1,0 | 16×11 |
| 3,0 | 0,6 | 14×9 |
| 3,5 | 1,0 | 18×12 |
| 3,5 | 0,6 | 15×10 |
| 4,0 | 1,0 | 20×12 |
| 4,0 | 0,6 | 16×12 |
| 4,5 | 1,0 | 22×14 |
| 4,5 | 0,6 | 18×14 |
| 5,0 | 1,0 | 22×16 |
| 5,0 | 0,6 | 18×14 |
| 5,5 | 1,0 | 24×16 |
| 5,5 | 0,6 | 20×14 |
| 6,0 | 1,0 | 25×18 |
| 6,0 | 0,6 | 22×14 |
Подходящие для этого способы
Вариантов сращивания балок существует множество, отличаются они методами, которых всего 3:
- при помощи вырезания замка;
- с применением клина;
- при помощи дополнительных досок.
Желательно, чтобы любой из перечисленных способов включал дополнительное крепление болтами, хомутами, клеем и другими вспомогательными элементами. В противном случае есть риск смещения бруска.
Как состыковать замком?
Данный способ самый разнообразный из всех, требующий точных расчетов. Со стыковочных концов 2-х брусков бензопилой или при помощи ножовки выпиливают форменные замки, которые при соединении захватывают друг друга, превращая 2 малые балки в 1 большую. Самыми распространенными способами выпиливания являются:
- притык вполдерева;
- с торцевым гребнем;
- сковороднем;
- в косую накладку;
- косой прируб с зубом и т.д.

Каждый из них имеет варианты. Где-то используется несколько гребней или шипов, где-то один.
Иногда вырубы комбинируются, например, срез вполдерева делают косым. Принцип действия всегда один: на каждом брусе со стороны стыка расчерчивают места вырубки, срезают лишнее. Стыковочный брус должен иметь такой же рисунок, но в отзеркаленном виде.
Нарастить с клином
Метод с клином чаще всего делается для косого выруба внакладку. Два бруса вырезают по рисунку, соединяют в центре и вбивают брус по ширине, соответствующий ширине балки. Этот метод считается наиболее прочным, но и самым сложным, поскольку необходимо соблюдать высокую точность расчетов сразу для 3-х элементов.
Соединить досками
В данном случае в брусьях не вырезают замки и не вбивают клинья. Они держатся только за счет досок с 2-х или 4-х сторон, которые закрепляют болтами к поверхности соединяемых балок. Эстетичность в данном случае страдает. Но при данном способе остается возможность ремонтировать стыковочные места, менять утеплитель. Болты закрепляют в шахматном порядке, используя резиновые шайбы.
В некоторых случаях балки просто прикладывают одну к другой и скрепляют 4-6 болтами, не используя ни доски, не вырубки. Смещение на стыке в обоих случаях исключено. Данный способ подходит для мелкокалиберного бруса или досок.

Каких правил следует придерживаться?
Помимо основных расчетов по длине балок и вырезов, с помощью которых будет происходить соединение, необходимо учитывать и другие нюансы, позволяющие удлинить и установить перекрытие качественно.
- Для сращивания балок выбирают древесину одной породы и желательно одного цвета, если балки не будут скрыты под отделкой. Разные породы дерева ведут себя по-разному, некоторые более крепкие, другие больше подвержены растрескиванию.
- Процент влажности материалов не должен превышать 15%. Это должно быть высушенное дерево, которое в процессе эксплуатации не ссохнется, образовав щель в районе сцепления. Если не удается добиться одного показателя для 2-х брусков, разница не должна превышать 3%.
- Дерево выбирают качественное, без дефектов, синевы, гнили. Не стоит рисковать, стараясь сэкономить, особенно когда речь идет о чердачном перекрытии.
- Перед установкой балок и соединением, пиломатериал необходимо обработать антисептиком и антипиренами.
- После склеивания частей, остатки клея необходимо убирать на месте. Когда он высохнет, очистить поверхность будет сложнее.
- Сращивание производят по вертикали относительно лицевой стороны. То есть сам разрез должен быть параллелен потоку ветра, чтобы избежать продувания через щель.
- На стыке перед соединением прокладывают слой утеплителя. Древесина не должна соприкасаться друг с другом в месте разреза. Если части бруса начнут высыхать, утеплитель в районе замка предотвратит продувание.
- Брус для сращивания выбирают одного калибра (одной толщины).
- Удлиненный брус не должен утолщаться в месте соединения.
- Сращивание балок необходимо делать в разбег, не по одной линии, чтобы не создавать давление на один, наиболее уязвимый участок перекрытия.
Инструменты и материалы для работы
Перед выполнением основной работы по вырезанию замков, необходимо учесть и подготовить все необходимые инструменты, чтобы они в нужный момент оказались под рукой.
Что понадобится для работы:
 линейка и угольник;
линейка и угольник;- маркер;
- топор;
- стамеска;
- бензопила;
- электродрель;
- канцелярский нож;
- стамеска;
- болты, гайки, ключ к ним;
- антисептические средства и антипирены.
Также может понадобиться шлифовальная машинка или шкурка для придания гладкости вырезанным поверхностям.
Пошаговая инструкция
Когда все инструменты готовы, древесина обработана и зачищена, можно переходить к основной работе по выпиливанию стыков. Выглядит она следующим образом.
- Каждый рабочий брус выравнивают по краям. Для этого используют угольник, которым измеряют каждую из 4 сторон бруса, чертят контрольную линию и срезают при помощи бензопилы или циркулярной пилы с 2-х широких сторон. Если диска не хватает по всей длине, остаток спиливают вручную ножовкой.
- Далее прочерчивают сам рисунок, линии на брусе также со всех 4-х сторон.
- Бензопилой или ножовкой создают надрезы. Если нет уверенности, чтоб мастер при помощи бензопилы сделает точный надрез, лучше использовать ручную пилу. В данном случае погрешности сильно скажутся на качестве стыков, восстановить или заделать их будет крайне сложно или невозможно.
- После выполнения надрезов, ненужный кусок бруса аккуратно удаляют при помощи стамески и молотка.
- Когда лишние части с обоих брусков удалены, необходимо приложить один брус к другом, чтобы проверить точность соединения. Как правило, на стыке всегда присутствует незначительная щель, она не должна превышать 1 см. В этом месте будет проложен джут.
- Далее обе части склеивают или соединяют при помощи болтов, предварительно просверлив дрелью отверстия. Идеальным вариантом будет склейка и соединение болтами.
Доски сращивают методом внахлест. Поскольку пиломатериал мелкого сечения, его нельзя подпиливать и удалять какие-либо, даже незначительные части. Таким образом, доски соединяют при помощи 4-6 болтов.
Длина нахлеста варьируется с 20 до 50 см в зависимости от длины самой балки. При установке готовых балок на бетонные стены, их необходимо изолировать рубероидом или аналогичным материалом, чтобы доска не соприкасалась с поверхностью другого материала.
Ошибки в процессе соединения
 Наибольшего внимания в данной работе требуют сами расчеты при создании замка, а также точность его выпиливания.
Наибольшего внимания в данной работе требуют сами расчеты при создании замка, а также точность его выпиливания.
Перед удлинением необходимо осмотреть брус или доску и отбраковать его, если в местах планируемого соединения имеются трещины.
Пока древесина монолитная, они не влияют на ее целостность, но если повредить ее в уязвимом месте, при спиливании данная щепка отлетит и создаст ненужный зазор.
Второй момент связан с выбором инструмента. Это должен быть высокоточный электро или бензоприбор, который сможет создать ровную линию, не захватив и не обтесав лишний участок. Самым точным инструментом, вызывающим доверие, является острая ручная пила.
Также нужно учитывать размер по длине замка. Он не должен быть слишком мал, чтобы конструкция держалась крепко. Чтобы избежать ошибок, необходимо воспользоваться готовыми проектами и расчетами для определенной длины замка по отношению к балке.
Заключение
Правильно подобранный метод сращивания балок перекрытия может не только сэкономить средства на докупку недостающих материалов, но и укрепить систему в целом. Главное условие в данной работе, это точность расчетов для определенного вида пиломатериала. Если учитывать правила и рекомендации по сращиванию, то работу можно выполнить самостоятельно, без привлечения мастера.
Сращивание пиломатериалов и брусков
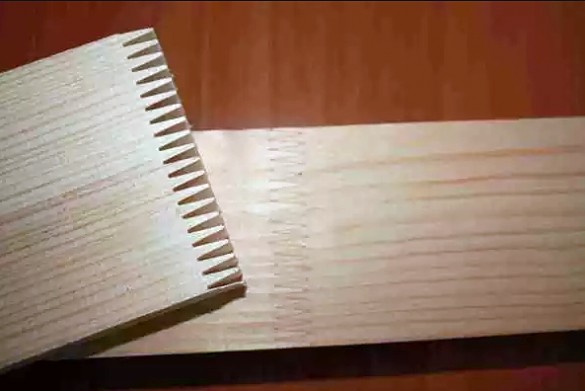
На практике для сращивания могут использоваться несколько видов соединений: впритык, на ус, вполдерева, косым прирубом, в прямой и косой накладной замок, в прямой и косой натяжной замок, а также целый ряд шиповых соединений.

При проведении столярных, а также плотницких работ сращивание используется столько же тысяч лет, сколько существует деревообработка. Чаще такие соединения применялись и применяются в столярно-строительных изделиях и реже – в мебельных. Однако их выполнение вручную требует высокой квалификации плотников и столяров и отличается высокой трудоемкостью. Кроме того, при обработке пиломатериалов на всех деревообрабатывающих предприятиях в процессе выпиливания пороков и поперечного раскроя на заготовки с прирезкой в размер образуется большое количество короткомерных отходов, которые в лучшем случае используются затем в качестве топлива.
Решение проблемы более рационального использования древесины, в особенности низких сортов, всегда остается актуальным. Едва ли не единственным эффективным способом снижения количества отходов после поперечного раскроя пиломатериалов на заготовки и детали уже многие годы остается сращивание образующихся короткомерных отрезков на зубчатый шип.
Работы по изучению способа соединения древесных заготовок торец в торец на зубчатый шип впервые проводились в России еще в конце 50-х годов прошлого века в институте ЦНИИМЭ. Само это соединение основано на хорошо известном принципе клина, когда шип определенной формы с определенным усилием вставляется в такое же гнездо и заклинивается там за счет действия силы трения. Его прямым аналогом, например, является принцип закрепления режущего инструмента в шпинделях метало- и дереворежущих станков с использованием конуса Морзе. Прочность соединения, полученного с помощью зубчато-клиновых шипов, при правильном исполнении составляет не менее 80% от прочности цельной древесины, т.е. является практически равнопрочным с ней.
Требования к заготовкам
Перед сращиванием большинство заготовленных брусков должно отвечать требованиям ГОСТ 19414. Длина шипов, фрезеруемых на торцах заготовок, как правило, составляет 4,10, 20, 32 или 50 мм. Причем размер шипа напрямую зависит от назначения будущей склеенной заготовки. Для деталей мебели, например, используются шипы 4-10 мм, в производстве столярно-строительных изделий, таких как стеновые панели, бруски для оконных и дверных блоков, – длиной 10 мм.
Для несущих конструкций (балки, арки, фермы, рамы) длина шипов зубчатых соединений обычно составляет 20-32 мм. Более длинные шипы (50 мм) используются при изготовлении неответственных конструкций, т. е. продукции, где прочность не имеет решающего значения (например, настилы и другие изделия).
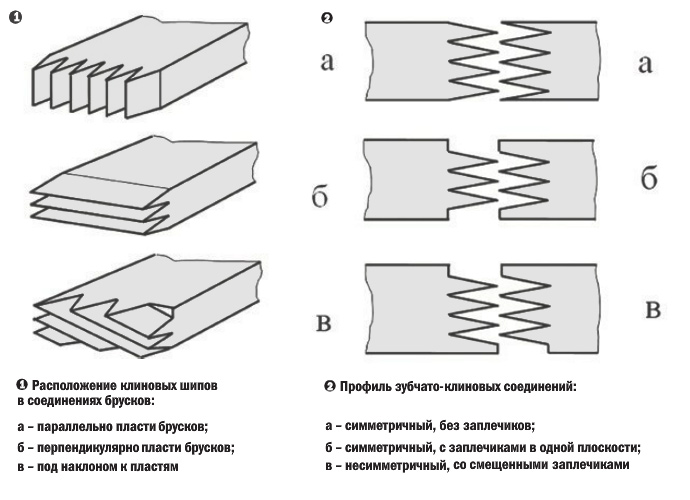
Помимо длины шипов зубчато-клиновое соединение характеризуется их направлением и формой соединения. По направлению они могут быть параллельны пластям соединяемых заготовок, перпендикулярны им или располагаться под углом к ним. Соответственно после выполнения соединения его зубцы могут быть видны только на кромках бруска, на его пластях или на пластях и кромках одновременно.
Выбор типа соединения определяется требованиями к изделию. Так, зубцы, видимые на пластях клееного щита, не допускаются – шипы должны располагаться параллельно пластям брусков, и наоборот, в среднем слое клееного бруска для рам оконных блоков зубцы не должны выходить на его кромку. Но в некоторых дизайнерских решениях изделий дверей фасадов мебели зубчатка часто служит элементом декора. Соединения с наклонными шипами из-за сложности фрезерования и возможности образования дополнительных сколов распространения не нашли.
Сращивание на зубчатый шип используется также при соединении в делянки короткомерных обрезков строганого шпона, используемых, например, для облицовывания внутренних поверхностей изделий корпусной мебели, а также для получения из тонких планок непрерывных рулонных обкладок, используемых для облицовывания кромок щитовых деталей. Чтобы доски, бруски, планки или шпон после сращивания в наибольшей степени походили на цельные, все отрезки предварительно сортируются по породе древесины, цвету и по расположению в них годичных колец – по текстуре на пласти.
По своей форме различаются три профиля зубчатых соединений: без заплечиков, когда скосы клиньев шипов выходят непосредственно на пласть или кромку готовой детали, соединение с заплечиками, расположенными в одной плоскости, и когда эти заплечики смещены друг относительно друга. Соединение без заплечиков менее заметно, т.к. видимая линия соединения у вершины стыка оказывается непрямолинейной и как бы размытой. Кроме того, у этого соединения проще исключить образование отверстий у вершин шипов – за счет увеличения усилия прессования. Однако чрезмерное усилие может приводить к продольному растрескиванию сращиваемых заготовок.
У соединений с заплечиками такого растрескивания не наблюдается, однако линия стыка между заплечиками и вершинами зубчатых шипов хорошо заметна. Неточности при фрезеровании приводят к образованию полостей у вершин зубцов. Требования к профилю соединения и направление зубчатых шипов в заготовках во многом определяют конструкцию оборудования, используемого для фрезерования шипов.
С точки зрения материала
Для сращивания могут быть использованы короткомерные отходы древесины любой породы. Их допустимое качество (наличие неудаленных пороков и дефектов) определяется требованиями к тем изделиям, для которых предназначаются уже склеенные заготовки. Однако есть и общие принципы, нарушение которых недопустимо. Так, все склеиваемые доски и бруски должны иметь одинаковое сечение. Для достижения высокого качества получаемых деталей при сращивании не допускается склеивание между собой заготовки из древесины разных пород. У древесины каждой породы свои величины усушки и разбухания, что напрямую влияет на прочность соединения – если это правило нарушается, то она неминуемо снижается.

При склеивании заготовок для ответственных изделий нельзя склеивать по длине бруски из древесины радиальной и тангенциальной распиловки. Должна обязательно предусматриваться предварительная сортировка короткомерных отходов, а, например, для клееного щита, не подвергаемого в дальнейшем облицовыванию, еще и сортировка по цвету древесины. Нельзя склеивать между собой и заготовки, влажность которых отличается более чем на 1-2%. Это правило должно соблюдаться неукоснительно. В зоне зубчатого соединения не допускаются сучки, расположенные к нему ближе, чем на расстоянии 20 мм.
К сожалению, многие производители не хотят руководствоваться этими правилами или нарушают их из-за незнания, что приводит к снижению прочности соединений или серьезному ухудшению внешнего вида изделий, произведенных из заготовок с применением сращивания.
Клеи для сращивания
Соединения на зубчатый шип обладают свойством самозаклиниваться. Это означает, что полученные с их использованием заготовки могут немедленно подвергаться обработке, а клей будет иметь неограниченно большое время для окончательного отверждения. Поэтому выбор клея, используемого для выполнения зубчатых шиповых соединений, не имеет решающего значения для прочности полученных заготовок. Он определяется экономическими соображениями и назначением конкретной заготовки. Клей выбирается исходя из требуемой водостойкости и жесткости готового клеевого соединения. В производстве мебели допускается использование карбамидо- формальдегидных клеев, а также отечественных клеев на основе поливинилацетатных дисперсий (ПВАД). Они не столь водостойки, как клеи других групп, но для мебельной промышленности эта характеристика не играет решающей роли. Клеи этих же типов успешно применяются для производства строительных деталей, используемых внутри помещений, например в межкомнатных дверных блоках.
Конструкции, предназначенные для наружного использования, склеиваются исключительно с использованием водостойких клеев. К примеру, такие ограждающие строительные конструкции, как панели деревянных домов, оконные и блоки деревянных входных дверей изготавливаются с применением интерактивных клеев на основе ПВАД – таких как поставляемые многими известными у нас компаниями «Клейберит», «Раколл», «Каско» и другими. Для несущих конструкции подходят клеи повышенной прочности и упругости фенолоформальдегидные, фенолорезорцинофор-, мальдегидные или резорциноформальдегидные, например такие, как СВЖ-3016, ФРФ-50, ФР-12. Расход клея обычно составляет около 600 граммов на 1 м2 поверхности торца заготовки.
Быстроотверждающиеся клеи с отвердителями при образовании зубчатых соединении практически не используются. Из-за самозаклинивания соединения последующую механическую обработку заготовок после сращивания можно производить практически немедленно. Кроме того, при использовании быстроотверждающихся клеев возможно быстрое нарастание их вязкости в клеенаносящем устройстве с образованием «козла», что требует постоянного наблюдения за состоянием оборудования.
Прочность зубчато-клинового соединения
Прочность зубчато-клинового соединения в первую очередь и в наибольшей степени зависит от правильной геометрии фрезерованных шипов и образованных ими проушин. Она определяет натяг в шиповом соединении, и ее нарушение приводит к резкому снижению его прочности.
Кроме того, если в соединениях, используемых в дальнейшем в столярно-строительных изделиях, допускаются небольшие зазоры у вершин зубчатых шипов, то в соединениях, используемых в изделиях мебели, такие зазоры должны исключаться полностью. Точность расположения зубчатых шипов относительно базовой поверхности каждой сращиваемой заготовки влияет на отклонения от прямолинейности и плоскости склеенных по длине брусков и досок. Неровности и искривление соединенной плети заготовок после прессования, в т.ч. образующиеся из-за неправильного базирования отрезков при фрезеровании шипов, затрудняют последующую обработку при фрезеровании по сечению и приводят к излишнему дополнительному расходу древесины.

В связи с этим особое внимание следует уделять правильности заточки и установки на станке фрез для формирования зубчато-клиновых соединений. Для обеспечения хорошего склеивания и получения высокой прочности соединения шероховатость поверхности шипов не должна превышать Rm шах 200 мкм. К сожалению, ни одно из наших предприятий не имеет сегодня приборов для ее измерения и соответствующего контроля не проводит.
Необходимое давление при склеивании напрямую зависит от длины шипа, находится в пределах 4-13 МПа и должно быть тем больше, чем меньше длина шипа. Недостаток давления ведет к образованию неплотностей в соединениях, избыток – к растрескиванию (расщеплению) древесины по слоям в вершинах клиновидных проушин. Опыт показывает, что если заданное значение величины усилия сжатия соединения не будет соблюдено, то склеенная заготовка будет безнадежно испорчена. Время выдержки соединении под давлением не должно быть меньше 2 секунд.
Сразу после сжатия соединений достигается их так называемая транспортная прочность, обеспечиваемая за счет натяга в зубчатом клеевом соединении. Она позволяет переместить заготовку из пресса в стопу для выдержки с целью окончательного отверждения клея и отвода излишней влаги внутрь древесины. Время выдержки до последующей механической обработки обычно составляет от 4 до 24 часов в зависимости от влажности древесины, температуры цеха и скорости отверждения клея конкретной марки.
Этапы технологии
Несмотря на кажущуюся простоту, технология сращивания древесины – достаточно сложный процесс, и от правильного выполнения всех требований технологии зависит не только качество продукции выпускаемой предприятием, но и успешная конкуренция товаров на рынке лесопродукции. В общем случае она включает операции накопления короткомерных отходов, полученных после выторцовывания дефектов пиломатериалов и их поперечного раскроя и сортировки. Эта сортировка проводится по сечениям, иногда – по длинам, а главное – по расположению (наклону) годичных слоев в их древесине. Затем деловые отходы достаточной длины торцуются дополнительно – из них вырезаются еще остающиеся пороки и дефекты. Одновременно отделяются все непригодные к сращиванию обрезки.
Торцы всех сращиваемых отрезков непосредственно перед фрезерованием зубчатых шипов дополнительно опиливаются – для их выравнивания и удаления бахромы, обычно образующейся при черновом поперечном раскрое пиломатериалов. Фрезерование шипов производится с двух сторон заготовки, от одной и той же базы – так, чтобы шипы, сформированные на обоих ее торцах, были смещены друг относительно друга на половину их шага. Реализация всех этих операции производится на оборудовании, состав и конструкция которого в первую очередь зависят от требуемой производительности.
При незначительном объеме производства сращенных заготовок могут применяться универсальные вертикальные фрезерные станки с нижним расположением шпинделя, оснащенные шипорезной кареткой, простейшие настольные прессы и торцовочные устройства. При высокой производительности требуется использование специальных полуавтоматических и автоматических линий различной конструкции, которые поставляются в нашу страну компаниями Германии, Италии, КНР и Тайваня.
Технологические особенности процесса склеивания и гнутья древесины

Древесина признана одним из самых безопасных для здоровья человека материалов, используемых в строительстве и при изготовлении различной мебели. Ее экологичность можно оценить на пять баллов, что значительно расширяет сферу использования деревянных изделий. Из древесины можно получить самые разнообразные по форме и размерам заготовки. В этом помогают особые технологии работы с деревом. К этим технологиям относят и широко применяемые в современном производственном цикле гнутье и склеивание древесины.
Для чего необходимо сращивание и гнутье древесины
Весь процесс деревообработки занимает значительный промежуток времени. Сначала дерево просушивают, распиливают, обрабатывают специальными составами – все это происходит на предприятиях, занятых деревообработкой. В дальнейшем из дерева заготавливают доски и иные материалы.
Эти заготовки поступают на заводы, где уже из них изготавливают специально строительные материалы или различную мебель. В процессе производства могут потребоваться разные по форме и размерам деревянные заготовки и потому широко применяются такие техники работы с деревом как гнутье и склеивание.
Склеивание применяют для изготовления деталей нужного размера и формы. Сращивание древесины можно проводить по ширине, длине или толщине. Заранее подготовленные торцы заготовок могут иметь специальные пазы или шипы, что повышает прочность соединяемых деталей. В процессе склеивания используются разные виды столярного клея.
Прочность и практичность деревянных изделий, для изготовления которых используются специальные станки для склеивания или гнутья можно оценить на пять баллов. На деревообрабатывающих производствах всегда стараются соблюсти всю технологию работы с древесиной, и потому производимый товар отличается высоким качеством.
Фото описанных выше способов обработки древесины
 Сращивание
Сращивание  Склеивание
Склеивание  Гнутье
Гнутье
Основные этапы технологии склеивания
Склеивание это основной процесс работы с древесиной на любом мебельном производстве. Для того чтобы получить прочную и качественную заготовку необходимо строго соблюдать всю технологию процесса соединения отдельных деталей. Точность всех работ необходима и для предотвращения возможной последующей деформации.
Процесс соединения древесины и изделий из нее состоит из нескольких этапов:
- Подготовка самих заготовок.
- Выбор и нанесение клеевого состава.
- Собственно само склеивание.
Предварительная подготовка деревянных брусков и иных заготовок заключается в создании в них специальных шипов или пазов, что можно сделать при помощи специального инструмента – фрезы.
Использование фрезы для сращивания древесины
Фрезерование достаточно старая отрасль обработки древесины. Первые фрезеровальные станки появились больше трех веков назад. На сегодня фрезерование незаменимый и универсальный способ обработки древесины.
К этому деревообрабатывающему станку можно подобрать различные по форме фрезы – острозаточенные элементы с различными видами лезвий. При помощи этих фрез изготавливаются разные детали.
В процессе склеивания фрезеровальные станки необходимы для:
- Нарезки шипов разной формы, при помощи которых в дальнейшем будут склеиваться отдельные заготовки.
- Создания отверстий в материале.Устройства фальцев и пазов, которые также необходимы в процессе изготовления деталей разных форм.
Фрезеровальные станки используются повсеместно, они могут быть как ручными, так и электрическими. Простоту изготовления деревянных заготовок для склеивания при помощи станка можно оценить на четыре балла. Для того чтобы получить точную заготовку вначале необходимо приобрести некоторый опыт.
В данном этом видео предоставлен обзор фрез для сращивания древесины и выполнения технологических соединений. Показаны фрезы для прямого и углового сращивания, а также фреза микрошип, зигзаг и волна:
Автоматическая линия для деревянных заготовок
Сращивание пиломатериалов на любом производстве позволяет создать высокопрочные материалы с новыми, востребованными качествами и также позволяет рационально распорядиться отходами производства.
В автоматические линии для сращивания входят несколько последовательно работающих станков, которые позволяют получить в итоге нужный по длине и ширине материал из коротких заготовок. При помощи линии для сращивания получают популярный на сегодня клееный брус.
Весь технологический процесс при использовании на производстве линии для сращивания деревянных заготовок состоит из нескольких этапов, которые обеспечивает комплекс входящих в установку станков:
- Отрезной пресс-станок обеспечивает нужные размеры материала.
- Фрезеровальный станок подготавливает шипы и пазы в деревянных заготовках.
- Клеенаносящая установка распределяет клей в соответствии с выставленными параметрами.
- Торцовочный станок завершает процесс склеивания.
Использование линии для сращивания на мебельных фабриках обеспечивает высокую производительность, снижает количество рабочих мест. Внешний вид изделий, полученных при помощи автоматических станков, можно оценить на пять баллов, так как весь процесс строго контролируется.
Так работает автоматическая линия сращивания по длине:
Виды клея
Правильный подбор вида клея предопределяет все качество соединения деревянных заготовок. Выбор клея также зависит от вида склеиваемой древесины и от формы заготовок. Чаще всего используются водостойкие составы клея.
В мебельной промышленности используется несколько видов синтетических клеящих составов:
- Термореактивные клеи применяются для проклеивания шиповых деталей без нагревания. Основой этих видов клея являются жидкие смолы.
- Фенолформальдегидные клеи применяются для проклеивания древесных плит, деревянных заготовок и фанеры.
- Эпоксидные клеи в основном используются для соединения дерева с иными материалами – металлом, пластмассой.
- На предприятиях, занимающихся деревообработкой, чаще всего применяют клей на основе карбамидных смол. Также часто используются клеевые составы в виде порошка, которые требуют предварительной подготовки.
Склеивание деталей осуществляется холодным способом и при помощи их нагревания. Для склеивания заготовок по ребрам часто применяют клеящую пленку, она представляет собой листы различного размера.
Станки
Для сращивания склеиваемой древесины могут применяться специальные станки в виде прессов. В них происходит зажим деталей на необходимое время. Это обеспечивает прочное соединение между собой клеевых поверхностей и исключает смещение деталей. Пресс можно выбрать по длине бруса, мощности, наличию дополнительных функций.
Склеивание древесины в домашних условиях
Склеивание древесины иногда может потребоваться и дома. Часто это происходит при расклеивании деревянных комплектов мебели или при различных поломках. Перед склеиванием поверхности деревянных изделий необходимо правильно подготовить.
Для этого их поры зачищают от старого клея, слоя краски, обезжиривают растворителем, просушивают. После нанесения клея на обе детали их аккуратно соединяют и зажимают в струбцине не менее чем на 30 минут.
К часто используемым клеям относят:
- Клей казеиновый.
- Водостойкие швы дает синтетический столярный клей.
- Прочное склеивание получается при использовании клея «Дубок», «Аго», «Мекол», «Марс».
Для того чтобы достичь высокой прочности склеиваемых деталей необходимо строго следовать инструкции, прилагаемой к каждому виду клея.
Наглядно посмотреть как осуществляется склеивание древесины можно на видео:
Технология гнутья
Гнутье древесины можно определить как процесс изгибания слоистых или цельных заготовок из древесины для придания им необходимой криволинейной формы. Технология гнутья основана на пластических качествах разных видов древесины. Криволинейные деревянные детали можно получить и путем обработки на специальных станках, но этот метод используется редко, так как наделен рядом негативных последствий.
Описание процесса
Большей пластичностью обладает древесина твердых пород, таких как дуб, бук, ясень. Поэтому и для изготовления криволинейных деталей используют преимущественно породы этих деревьев. Различают холодное и горячее гнутье древесины.
Пластифицированные таким образом деревянные заготовки изгибают по подготовленному шаблону и закрепляют при помощи зажимов, после чего охлаждают и просушивают. При гнутье выпуклая сторона растягивается до необходимого уровня, а вогнутая сжимается. Толстые заготовки гнут при помощи специальных станков.
Холодное гнутье используют для получения многослойных криволинейных гнутых деталей. Для получения детали нужной формы нужно несколько смазанных клеем заготовок уложить друг на друга, придать им необходимую форму и при помощи пресс станка выдержать необходимое время. Форма заготовок, полученных методом холодного гнутья, сохраняется дольше.
Как делают изогнутую древесину, расскажет видео:
Гнутье древесины в домашних условиях
Гнутье древесины в домашних условиях начинается с выбора материала. Приготовленные детали должны быть прямослойными, предварительно их нужно просушить в естественных условиях. Также нужно замачивать детали, если они изготовлены из ясеня, дуба, бука. Перед гнутьем заготовки нужно пропарить.
Для этого можно использовать подготовленную самостоятельно паровую камеру. Для изготовления такого устройства подойдет труба и кипящий чайник, от которого пар будет непрерывно поступать в эту камеру по шлангам.
Время выдержки заготовок можно определить только опытным путем, но считается, что для достижения нужной пластичности необходимо, чтобы один сантиметр древесины по толщине подвергался пропариванию на протяжении от 30 до 40 минут. Передерживать изделие также не стоит.
Перед началом гнутья нужно подготовить форму и зажимы. После прогрева древесины она хорошо подвергается гнутью только 5-10 минут, поэтому нужно все делать предельно быстро. Выдерживают изделия в форме до полного их просыхания, обычно это занимает не менее одной недели. Затем можно обработать готовую деталь антисептиками или провести ее браширование.
Используют такой процесс обработки древесины для изготовления своими руками разных видов мебели. При этом цена изделий значительно снижается и это можно оценить на пять баллов. Но трудоемкость всего процесса отнимает много времени и потому заняться гнутьем деревянных заготовок и их последующим использованием могут только по настоящему увлеченные люди.
Примеры элементов интерьера, выполненных из гнутой древесины
 Спинка кровати
Спинка кровати  Кресло-качалка
Кресло-качалка  Стол
Стол  Декоративный элемент
Декоративный элемент  Стулья
Стулья



