- Самодельный станок для профилирования бруса
- Как сделать станок для профилирования бруса
- Этапы изготовления профилированного бруса
- Рекомендации по самостоятельному изготовлению станка
- Станок для профилирования бруса: устройство и рабочие характеристики
- Что включает в себя производственный процесс
- Что нужно знать об оборудовании
- Устройство станка
- Рабочие характеристики
- Вывод
- Делаем станок для выравнивания бруса
- Самодельный станок для профильного бруса
- KOMMENTARE • 46
- Станок для оцилиндровки бревна – как самому изготовить оцилиндровочный станок
- Заводское производство
- Самодельные установки
- Монтаж
- Эксплуатация и уход
Самодельный станок для профилирования бруса
Как сделать станок для профилирования бруса
Профилированный брус является одним из популярных строительных материалов. Он применяется для возведения жилых домов, бань и других сооружений. Несмотря на кажущуюся сложность можно сделать станок для профилирования бруса своими руками. Для этого следует ознакомиться с принципом работы оборудования.
Этапы изготовления профилированного бруса

В процессе производства деревянная заготовка проходит несколько стадий обработки. Оптимальным вариантом является применение уже готового бруса квадратного или прямоугольного сечения. Его поверхность подвергается фрезерованию – чистовой обработке и формированию монтажных пазов.
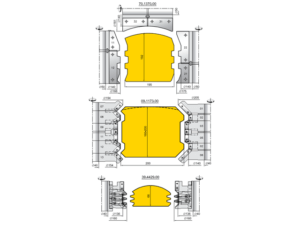
Станок для производства профилированного бруса состоит из опорной рамы, на которую помещается заготовка. В верхней части конструкции устанавливается блок обработки. Он имеет электродвигатель, который приводит в движение рабочий вал. На нем устанавливаются режущие ножи – от 2-х до 4-х штук. В зависимости от их конфигурации происходит чистовое выравнивание заготовки или изготовление с одной стороны углубления (паза), а с другой — шипа.
Для того чтобы сделать профилировочный станок своими руками следует определиться с конструктивными особенностями основных элементов оборудования:
- обрабатывающий блок – подвижный или стационарный. Для самодельных конструкций лучше всего сделать его неподвижным. Это упростит процесс изготовления;
- количество обрабатывающих валов. В промышленных моделях их число варьируется от одного до трех. В последнем случае появляется возможность комплексной обработки заготовки с трех сторон. Для станков, сделанных своими руками, чаще всего используется схема с одним рабочим валом.
- возможность установки режущих ножей различной конфигурации. Это исключает необходимость применения нескольких видов фрез. Для выполнения следующей операции достаточно будет установить другие ножи на вал.
В самодельных конструкциях применяется ручная система подачи заготовки. На станине расположены направляющие ролики, по которым двигается брус к блоку заготовки.
Для удаления стружки во фронтальной части режущего блока делают ограждающий экран с раструбом для подключения системы принудительной циркуляции воздуха. Это позволяет избежать попадания отходов в рабочие части станка.
Рекомендации по самостоятельному изготовлению станка
Для составления схемы, по которой будет делаться станок для профилирования бруса, рекомендуется взять в качестве основы заводскую модель. Важным моментом является выбор фрез или лезвий. От их конфигурации зависит форма готового бруса. Сделать их своими руками проблематично, поэтому лучше всего купить готовые модели.
Профилировочный станок чаще всего изготавливается рамного типа. Для этого делается сварная конструкция из профильных труб квадратного сечения. Дополнительные ребра жесткости обеспечат ей устойчивость. Дополнительно необходимо сделать прижимные направляющие, которые нужны для позиционирования заготовки различной ширины в зону обработки. Это могут быть стальные планки с функцией изменения положения на станине.
Рекомендации по производству компонентов оборудования своими руками:
- блок обработки. Двигатель должен размещаться отдельно, передача вращающего момента на рабочий вал выполняется с помощью ременного механизма. Блок обработки должен иметь регулировку по высоте. Для этого можно использовать гидравлические цилиндры (повышают точность позиционирования) или червячную передачу;
- смена режущих ножей на валу. Этот процесс не должен занимать много времени, поэтому рекомендуется приобрести заводскую модель вала. Это будет способствовать повышению качества обработки;
- дополнительные компоненты. К ним относятся измерительные линейки, с помощью которых можно регулировать высоту положения блока обработки и защитные механизмы, предотвращающие перегрузку электродвигателя. Последнее является важным элементом конструкции.
Помимо этого, следует учитывать основные технические характеристики станка для производства профилирующего бруса:
- максимальные и минимальные размеры деревянной заготовки – ширина и высота;
- скорость подачи материала в зону обработки;
- ширина рабочего вала. Этот показатель влияет на возможность формирования соединений паз/шип различной конфигурации;
- мощность электродвигателя.
Немаловажным фактором являются габариты и масса станка. Они сказываются на минимальных размерах рабочего помещения и требованиях к монтажу установки. Эти показатели рассчитываются заранее.
Для примера можно посмотреть видеоматериал, в котором показана работа заводской модели станка:
Станок для профилирования бруса: устройство и рабочие характеристики






Брус пользуется большой популярностью при строительстве самых различных сооружений, причем спрос в данном виде изделий неуклонно растет с каждым годом, поэтому многие предприниматели и ремесленники задумываются о том, чтобы самостоятельно производить подобную продукцию.
Для работы необходим специальный станок для производства профилированного бруса, и если вы решили заниматься подобной деятельностью, то важно подобрать оптимальный вариант оборудования для тех или иных условий. В данном обзоре мы расскажем, на какие параметры следует обратить самое пристальное внимание.

На фото: станки для производства профилированного бруса могут иметь различную конфигурацию в зависимости от того, какие функции он должен выполнять
Что включает в себя производственный процесс
Для начала рассмотрим, какие операции включает в себя производство профилированного бруса:
| Заготовка материала | Тут все предельно просто – для работы нужна древесина, которую заготавливают специализированные лесные хозяйства. Для бруса лучше всего подходят такие породы дерева, как сосна, ель, лиственница и кедр, поэтому начинать работы следует там, где проблем с древесиной нет, так как в противном случае транспортные расходы значительно увеличат себестоимость продукции |
| Подготовка элементов | Невозможно вырезать готовое изделие из бревна, нужно разрезать кругляк на заготовки нужного размера, а для этого используются специальные установки, которые могут иметь самую различную конструкцию. Важно, чтобы подготовленные элементы были вырезаны максимально точно, без перекосов и искривлений |
| Сушка сырья | Для того чтобы качество продукции было на самом высшем уровне, необходимо качественно высушить заготовки. Это можно делать двумя способами – либо естественным путем (в специальных штабелях под навесами без доступа прямых солнечных лучей), либо в камере, которая обеспечивает лучшие условия просушки и позволяет сохранить оптимальные параметры элементов |
| Профилирование | На этом этапе изделиям придается нужная конфигурация, это может производиться либо за один, либо за два захода в зависимости от типа оборудования, после этого брус можно применять для постройки самых различных конструкций |
Важно!
Не обязательно иметь все вышеописанное оборудование, некоторые производители просто-напросто приобретают подготовленные и высушенные заготовки и обрабатывают их.
Профилированный брус стоит намного дороже обычного, поэтому данный вариант также выгоден и экономически целесообразен.

Сушка – сложный процесс, в котором важно соблюдение оптимальных параметров температуры и влажности воздуха
Что нужно знать об оборудовании
Если вы никогда не сталкивались с таким видом приспособлений как станки для профилированного бруса, то необходимо разобраться в их конструкции и основных рабочих параметрах, от которых зависит осень многое.

Станки для профилирования бруса могут выглядеть совершенно по-разному
Устройство станка
Независимо от модели оборудование данного типа состоит из нескольких основных составляющих:
- Силовой агрегат , чаще всего это электродвигатель, который должен иметь определенный запас мощности, чтобы обеспечивать высокую производительность. Чем надежнее этот элемент, тем больше ресурс оборудования;
- Ножевой барабан отвечает за придание элементам нужной конфигурации, в конструкциях используются различные варианты данных узлов, и самое главное требование к ним – это надежность и высокое качество обработки древесины;

Четырехсторонний станок может иметь до шести барабанов, что позволяет добиться высочайшего качества обработки
- Станина является несущим элементом, на котором держатся все остальные узлы, поэтому главное требование к данной части конструкции — это надежность и устойчивость даже к высоким нагрузкам без повреждения геометрии системы;
- Передвижной каркас позволяет менять расположение рабочих элементов, в некоторых моделях регулировки могут производиться только по вертикали, а сам узел статичен, в других именно эта часть системы движется вдоль заготовки;
- Также важна система фиксаторов и стопоров , так как без них нельзя обеспечить высокое качество обработки поверхности.
Рабочие характеристики
Тут есть несколько параметров, от которых напрямую зависит производительность оборудования и качество его работы.
Выбирая станок для изготовления профилированного бруса, следует обратить внимание на следующие нюансы:
- Ширина и толщина обрабатываемых заготовок может варьироваться в довольно широких пределах, вам нужно ориентироваться на тот диапазон, который необходим в вашем случае. Чаще всего используются варианты, в которых эти показатели составляют от 80 до 240 мм;
- Количество фрезерных головок может быть различным в зависимости от типа оборудования, бывают варианты как с двухсторонней, так и с четырехсторонней обработкой. Тут все просто: чем больше этих узлов, тем выше качество обработки;
Важно!
Еще один важный критерий – количество ножей на фрезерной головке, именно от них зависит гладкость поверхности, эти элементы должны всегда быть в идеальном состоянии.

Промышленное оборудование гораздо мощнее и производительнее, но и его цена в десятки раз выше
- Частота вращения головок также важна – чем она выше, тем более гладкой получается поверхность, следует обращать внимание на варианты с показателем не менее 4500 оборотов;
- Если вы собираетесь использовать оборудование постоянно, то лучше выбирать вариант с мощным двигателем, а еще лучше, если в конструкции их будет два. Это увеличивает энергозатраты, но заметно повышает надежность;
- Наконец, учитывайте, какое свободное пространство у вас есть, так как уместить оборудование длиной 8 метров в шестиметровое помещение не выйдет.
Некоторые умельцы собирают оборудование самостоятельно, нужно вначале сделать чертежи станка для профилирования бруса своими руками, а после приобрести все комплектующие и собрать конструкцию, а за основу лучше всего взять заводской вариант.

Самодельное оборудование при правильной сборке не уступает заводскому
Вывод
Очень важно подобрать надежное оборудование, которое будет отвечать всем вашим запросам, тогда и результат работы будет отличным, надеемся, что эта простая инструкция поможет вам в принятии правильного решения. Видео в этой статье расскажет о некоторых особенностей оборудования более подробно.
Делаем станок для выравнивания бруса

Очевидно, что брус требуется прострогать по всей его длине, последовательно с разных сторон, при этом инструмент – в моем случае, это электрорубанок «Интерскол» мощностью 1,5 кВт – должен перемещаться независимо от обрабатываемого материала, скользя по своей собственной идеальной опорной плоскости. В противном случае, положив подошву рубанка на брус, мы лишь уменьшим площадь его сечения, но все дефекты формы останутся.
Начал с изготовления станины или той самой «идеальной поверхности». Взяв два ровных стальных уголка 50×50 мм длиной по 6 метров, что соответствует стандартной длине строительного бруса, я соединил их перемычками из уголка 32×32 мм длиной по 270 мм. Шестиметровые уголки ориентированы полками вверх, а перемычки, расположенные с шагом 550 мм, приварены к горизонтальным полкам снизу. Перемычек, как несложно подсчитать, потребуется 12 штук.
Также из большого уголка были изготовлены ножки в количестве шести штук, длиной по 750 мм (это привычная нам высота обычного стола). Ножки приварил по краям продольных уголков станины и посередине к их вертикальным полкам, но так, чтобы торцы опоры были ниже верхнего края полки на 10 мм. Перевернув получившийся стол ножками вниз, поставил его на землю.
Затем выкопал под ножками три ямки глубиной 200 мм, размером примерно 200×300 мм. По центру углублений забил по уголку 32×32 мм длиной 400 мм. И залил в ямки бетон, следя, чтобы уголки возвышались над получившимся фундаментом на 70 мм. Конечно, все они должны располагаться не только на одной линии, но и на одном уровне, чтобы поверхность стола была горизонтальной. Установив его на бетонные подушки, снизу к ножкам приварил поперечины, так, чтобы они соприкасались с уголками, выступающими из фундамента. Теперь их можно прихватить сваркой между собой, жестко зафиксировав стол на фундаменте, я же закрепил его тремя болтами М8, просверлив отверстия под них по месту, обеспечив возможность быстрого демонтажа станка. А чтобы придать конструкции дополнительную жесткость, между ножками и горизонтальными уголками вварил раскосы.
Теперь перейдем к изготовлению тележки для электрорубанка. В ее основе лежит прямоугольная рамка, сваренная из уголка 32×32 мм. В длинных продольных элементах делаются отверстия диаметром 16 мм под оси опорных рычагов. Положения этих осей понятны из приводимого эскиза. С одной стороны тележки рычаги короткие, поскольку они предназначены только для закрепления роликов, катающихся по рельсам станины. С противоположной стороны – рычаги длиннее, и они двуплечие. При этом нижнее плечо также служит опорой для оси ролика, а верхнее – для установки регулировочного винта, которым выставляется необходимая высота подошвы рубанка относительно поверхности бруса, закрепленного на столе.
На фото можно заметить, что длинные рычаги у меня составные, сваренные из двух пластин, но их можно и сразу изготовить требуемой длины. Но в любом случае они должны быть прочными, поэтому я использовал стальные полосы толщиной 7 мм. К нижним концам рычагов привариваются оси роликов. Оси рычагов вставляются в отверстия на рамке, после чего на них вешаются рычаги и обвариваются. Разумеется, что предварительно нужно взаимно расположить рычаги так, чтобы оси роликов слева и справа находились на одной геометрической оси.
Рубанок устанавливается на тележку на двух направляющих, представляющих собой отрезки нержавеющих 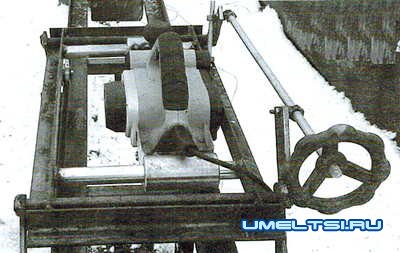 труб диаметром 25 мм. Они ввариваются в рамку параллельно осям рычагов. Здесь главное – соблюсти взаимную параллельность направляющих. В свою очередь, по этим трубам скользят цилиндрические бобышки, к которым уже и крепится рубанок. Все это нужно для того, чтобы можно было обрабатывать брус по всей ширине, имея возможность смещать рубанок влево или вправо, так как захват бытового электрорубанка составляет всего 100 мм, в то время как строительный брус имеет сечение 150×150 мм или даже больше. К слову, вся описываемая оснастка (стол и тележка под рубанок) делалась мною под сечения имеющегося у меня материала, поэтому приводимые размеры не стоит воспринимать как догму – это лишь один из примеров возможного решения. А расположение направляющих под рубанок диктуется размерами и конструкцией используемого инструмента.
труб диаметром 25 мм. Они ввариваются в рамку параллельно осям рычагов. Здесь главное – соблюсти взаимную параллельность направляющих. В свою очередь, по этим трубам скользят цилиндрические бобышки, к которым уже и крепится рубанок. Все это нужно для того, чтобы можно было обрабатывать брус по всей ширине, имея возможность смещать рубанок влево или вправо, так как захват бытового электрорубанка составляет всего 100 мм, в то время как строительный брус имеет сечение 150×150 мм или даже больше. К слову, вся описываемая оснастка (стол и тележка под рубанок) делалась мною под сечения имеющегося у меня материала, поэтому приводимые размеры не стоит воспринимать как догму – это лишь один из примеров возможного решения. А расположение направляющих под рубанок диктуется размерами и конструкцией используемого инструмента.
К бобышкам рубанок крепится П-образными скобами, согнутыми по месту из 2-миллиметровой стали. Переднюю скобу я закрепил на два штатных винта, а для задней пришлось просверлить в подошве рубанка (с боков) по два отверстия под винты М5. Установив скобы, временно зафиксировал инструмент на бобышках, после чего приварил последние к скобам.
На требуемой высоте относительно стола рамка с рубанком удерживается продольным регулировочным винтом, определяющим взаимное положение передних и задних рычагов. На верхних концах длинных рычагов подвижно установлено по гайке М12. К одной из граней каждой гайки перпендикулярно приварено по болту М6х25 (головка к грани). Вставив эти болты в отверстия на рычагах и накрутив на них гайки (лучше по паре), получаем гайку-шарнир М12. Остается вкрутить регулировочный винт (я использовал резьбовую шпильку М12) в гайку заднего рычага, прогнать его почти на всю длину и зафиксировать его конец в гайке переднего рычага. Поскольку резьба на конце регулировочного винта сточена, он проворачивается в этой гайке свободно. А два шплинта, вставленные в просверленные по диаметру отверстия 3 мм, не дают винту выскочить из шарнира переднего рычага. Понятно, что как таковая резьбовая гайка спереди не нужна, можно использовать и подходящую по диаметру втулку, но гайку найти в хозяйстве мне было проще, поэтому так и сделал.
Итак, конструкция почти готова, но необходим еще один важный элемент, фиксирующий рычаги относительно рамки, иначе при движении тележки она может «сложиться», как параллелограмм. Таким элементом служит упорный винт, также изготовленный из шпильки М12 и установленный враспор между передним длинным рычагом и рамкой. Чтобы он работал именно враспор, одна гайка (нижняя), приваренная к рамке, имеет левую резьбу. Вторая гайка приварена к верхней части рычага. Затягивая этот винт, мы жестко связываем рамку и передние рычаги. Вращая же его, имеем возможность регулировать высоту рамки в пределах ±25 мм.
Выравнивание бруса происходит следующим образом. Тележка с рубанком устанавливается роликами с кольцевой проточкой по центру на вертикальные полки уголков станины, играющие роль рельсов. Между ними укладывается брус, который зажимается винтами, вкручиваемыми справа и слева. Задаем требуемую высоту подошвы инструмента и, толкая тележку вперед, простругиваем брус. Возможно, для этого потребуется несколько проходов. Последовательно смещая рубанок в поперечном направлении, добиваемся выравнивания грани бруса по всей его ширине.
Самодельный станок для профильного бруса
KOMMENTARE • 46

Супер станок , делаю себе похожий , что за сталь у ножей, какая толщина металла, и как вы такие сделали ? Заранее спасибо
Где то отвечал уже комментариях. Ресора МАЗ , без отпуска и закалки . нормально себя показала. Толщина 8 мм. получилась. Делали на фрезерном станке , потом на “оптике ‘ в размер доводили.
золотые руки мужик молодец
Приветствую вас, подскажите по опыту если сделать профилированный брус из сырой древесины и сложить в стопу его поведет или нужно сразу его на дело? И еще вопрос какая толщина ножа используется. Благодарю и успехов вам
@Понемногу обо всём спасибо
Сырой лучше в стену. Не каждый ,но все же “ведёт”! Ножи 8мь мм., строгальные можно и тоньче.
Добрый вечер отправьте как сделали станок полный обзор
Здравствуйте за сколько сделаете такой станок на продажу ?
@Понемногу обо всём нашли видио по зборке бани?
@Андрей Станиславович сделал чертежи и отдал на “оптику,” местного завода. Мазовская рессора и хороший фрезеровщик. вот и ножи!
@Понемногу обо всём подскажите где вы покупали нажи на Брус?
@Андрей Станиславович должно быть вроди. посмотрю!
А два бруса за один проход потянет?
Постоянно перекос то в одну то в другую ; маркером 1 2 ; и + экономия времени на проходе
С уважением
Потянет. только зачем? Запутаешся потом, что куда.
Ну очень большая металлоёмкость
Так и соответственно возможностям и мощности. просто построгать и рейсмус с рубанком имеется.
красавчик масштабный станок
Добрый вечер. ОТЛИЧНЫЙ станок, ну прям очень понравился. Буду делать себе такой же, только на бензиновом двигателе 6,5 л.с. Для строительства дома. Подскажете по матчасти. Если да то как с вами списаться.
@Понемногу обо всём Огромное Спасибо!!
@Владислав Воинков двигатель 10кw, 1500об.через шкивы на вал 3000об.,ножи сделали на заводе по чертежам( в зависимости от того, какой нужен шип-паз). Вал с реймуса, уже и не помню с какого. Раму использовал от ленточки.
@Понемногу обо всём Благодарю за ответ. Крепления бруса будет производится от ленточной пилорамы. По двигателю ясно. Вопрос как все собрать. Возможно более детальные фото .Я правильно понимаю на одном валу стоят три ножа Какой двигатель стоит у Вас. Можно узнать название фрез( ножей) Буду признательно благодарен
Главное продумать (чтобы было легко и доступно) как крепить брус. Тут нужна точность. иначе будет “гулять” шип паз. Остальное детали. Двигатель желательно помощнее.
Привет! Интересный станок, Я пилил обычный брус для бани, строгал только внутреннюю сторону.
привет, Сергей и напарнику Сереге привет от Сереги!)))+++9
Станок бомба. все продумано до мелочей! У нас был бы станок загружен, такой брус востребован, народ рубит баньки и дома из цельного леса!
Такой брусище, дом только ваять, на баньку на 100-150 мм за глаза. даже у нас на Урале. Удачи Друже!
Класс. Молодец. Думал при жизни и не увижу как это работает.Какая максимальная длинна обрабатываемого бревна?
Спасибо Сергей! Бревно до 7ми метров. другой вопрос : как его “ворочать”?! Лучше с” коротышами”ориинтироваться!
Станок для оцилиндровки бревна – как самому изготовить оцилиндровочный станок

Собственная пилорама в домашнем хозяйстве – производство чрезвычайно полезное. Деревянный дом и участок требуют постоянных работ и обновлений, но при этом имеет массу недостатков: гниль, порча, горение. Чтобы вовремя заменить один из элементов дома или надворной постройки, требуется материал. Привезти его подчас просто дорого. Поэтому самодельные станки для оцилиндровки бревна пригодятся как нельзя кстати. Виды, преимущества и недостатки – описаны ниже.
Заводское производство
На сегодня цилиндровка бревна производится высокоточным оборудованием за один цикл обработки природного неокоренного хлыста. Такие технические новинки недёшевы, но вполне себя оправдывают – владельцы лесного и домостроительного бизнеса подтверждают семикратную окупаемость. Начинающим предпринимателям не удаётся сразу приобрести новшества прогресса, и поэтому они пользуются устройствами следующего типа:

-
Станок для оцилиндровки токарного типа. Принцип действия: зажим деталей, вращение по оси, движение фрезы по всей длине древесины. Преимущества такого типа оборудования: исключительная форма без кривизны, изготовление большого диаметра – для зимнего и многоэтажного строительства это крайне необходимо, декоративная обработка – для получения материала необычной формы.
Без недостатков не обойтись: постоянное сопровождение и контроль, иначе погрешности в диаметре существенны, да и обработка оставляет желать лучшего – шлифовка не на высоте, малая производительность, процесс идёт медленно и для серьёзного производства такой станок для брёвен не подойдёт.
Оборудование подобного типа нашло своё применение в домашних условиях для производства материала на собственные нужды при индивидуальном строительстве. С его помощью нарезают брёвна для строительства бань, беседок, заборов и прочих мелких объектов на дворовой территории. Стоимость от 960 тыс. рублей.

Достоинства: совпадение единиц по сечению, тщательное шлифование, изготовление длинномеров – заготовок более стандартной длины в 6 м, нарезка пиломатериала. Недостатки: кривизна при большой длине, неравномерный укладочный паз и изменение ширины компенсационного пропила. Впрочем, минусы устраняются постоянным регулированием и контролем. Стоимость до 2 млн рублей.

Самодельные установки
Чтобы самодельная оцилиндровка брёвен не уступала по качеству производственной, соберите собственный механизм по все правилам, учтите все вопросы безопасности, иначе при отсутствии опыта риск поломки или угроза здоровью возрастают. Требования к самодельной установке следующие:

Чтобы собрать самодельный станок для оцилиндровки бревна, важно иметь подобный опыт и понимание работы каждого узла. Иначе механизм, имеющий электрический привод станет опасным.
Монтаж
Для работы используется старая пилорама, на которой заменяют корпус упором и задними бабками для зажима неокорённого ствола. В качестве держателя устанавливают конический или иной роликоподшипник. Чтобы бревно без труда вращалось по собственной оси, потребуется дополнительный двигатель, вручную процесс пойдёт долго.
Для перемещения фрезы, самым простым решение станет укладка рельсового пути. Не придётся перетаскивать тяжёлые хлысты вручную. Расстояние между поперечными шпалами, усиливающими конструкцию, и на которых крепится рельса – не более 1 м, для монтажа используется брус, пропитанный специальными составами или уже готовые шпалы.

Монтаж самодельного станка для оцилиндровки начинается со сборки рамы. Действуя сварочным аппаратом, отдельно готовят её секции. А при сборке проверяют уровнем, так чтобы конструкция получилась в одной плоскости. Погрешность в 0,5 мм на каждый метр допускается, так как идеальной ровности добиться всё равно не удастся, а тяжёлое бревно в будущем сгладит несоответствие.
Укрепляют фрезеровочный узел, собирается от деталей токарного станка. Ведь кроме оцилиндровки нужно вырезать чашку на стволе. Для этого требуется специальная вертикальная фреза, которую изготавливают самостоятельно или заказывают по каталогу заводу – производителю.
Для формирования укладочного паза и компенсационного пропила, требуются соответствующие комплектующие. Подойдёт дисковая циркуляционная пила. Устанавливают её сбоку на фрезерный узел.
Теперь подключают двигатель для вращения. Сразу предусмотрите электропитание с советующим напряжением в помещении, предназначенном быть домашней пилорамой, силовой кабель должен идти отдельно и быть подключённым в независимый щит, иначе постоянного вышибания бытовых приборов в доме не избежать, что не может отразиться на их работе. Двигатель укрепляют анкерными болтами. Правильность подключения указана на корпусе, с ней должно совпадать движение силовой головки. В случае несовпадения поменяйте фазы местами.
Кабели подключения разнообразных узлов устанавливаются на всю длину готового станка с запасом. Безопасность использования заключается в укреплении их над станком гибкими держателями. Нель дать кабелю провиснуть и тем более коснуться рабочей поверхности – переруб чреват последствиями.
Эксплуатация и уход
На производственных площадях выработка готового бревна может составить до 800 м за рабочую смену. В домашних условиях такое вряд ли возможно, да и не нужно. Чтобы получить несколько штук качественных ОЦБ для будущего строительства в день, соблюдайте правила безопасной эксплуатации и своевременно проводите профилактику. Итак:
-
После долгого простоя сразу нарезать и торцевать брёвна нельзя, важно разогреть станок для оцилиндровки бревна, проверить состояние фрезы, смазать все движущиеся узлы, осмотреть на предмет коррозии ответственные части. Изоляция силового кабеля не должна вызывать нареканий, грызуны способны ею лакомиться. Надёжность подвесов тоже должна быть на высоте.

Своевременно делайте текущий и капитальный ремонт самодельной установки для оцилиндровки брёвен. Полной разборки при первом варианте может не понадобиться, если профилактика осуществлялась вовремя. На этой стадии заменяют подшипники, болты, крепления, проверяют остроту режущих инструментов и если нужно меняют их.
Капитальный ремонт осуществляется только усилиями специалиста по обслуживанию электродвигателей и слесаря сборщика. То есть снимается силовой узел и отправляется в мастерскую. Делать что-либо самому, при отсутствии знаний и опыта, не рекомендовано. Самостоятельно можно только заменить подшипники на вращающемся валу.

